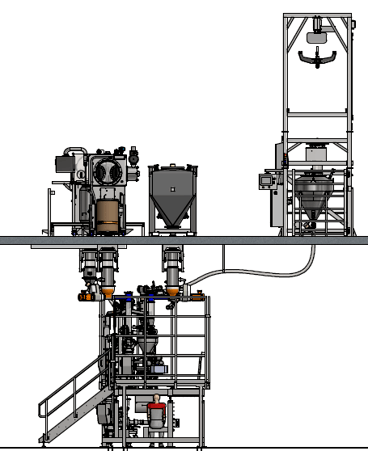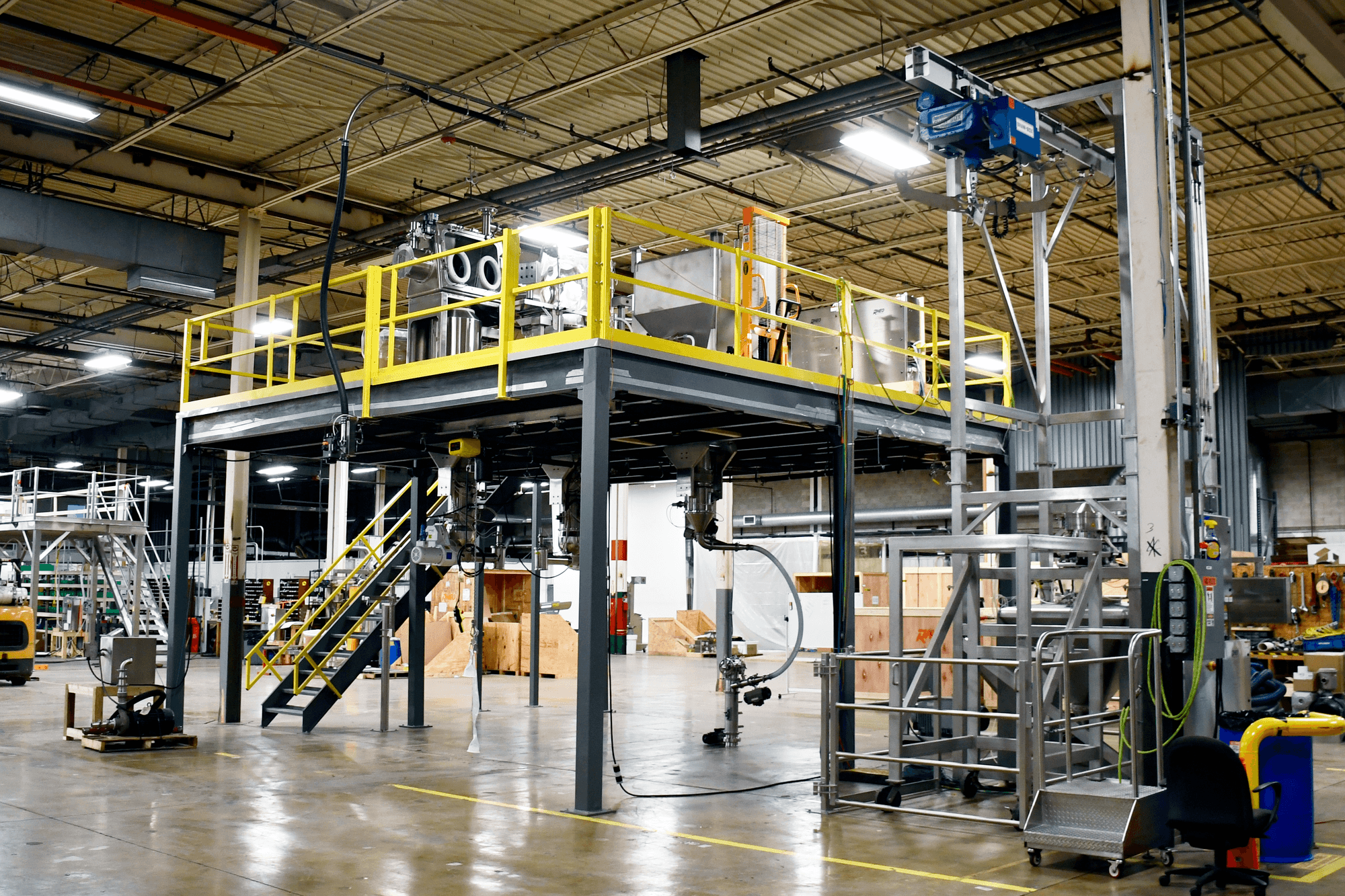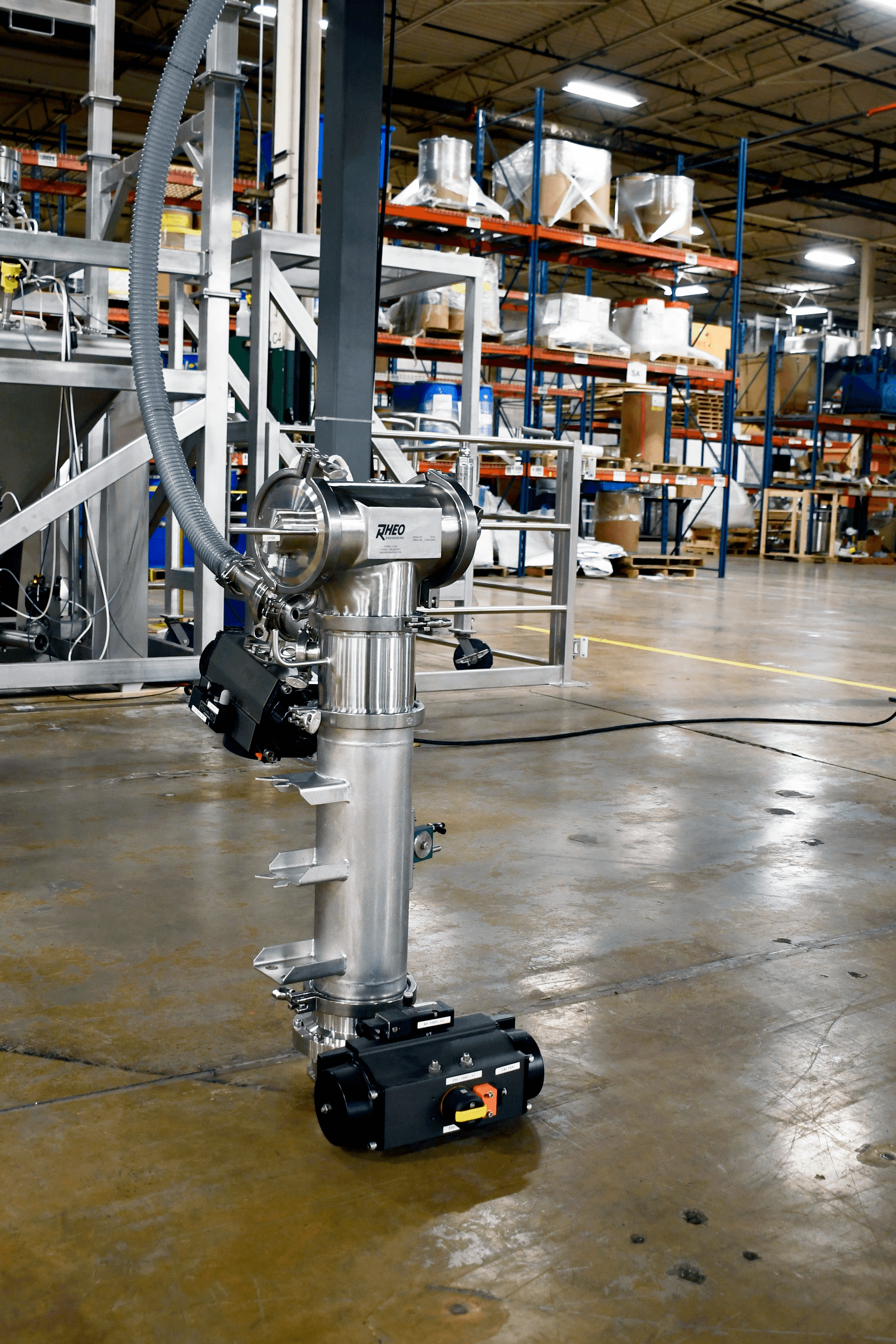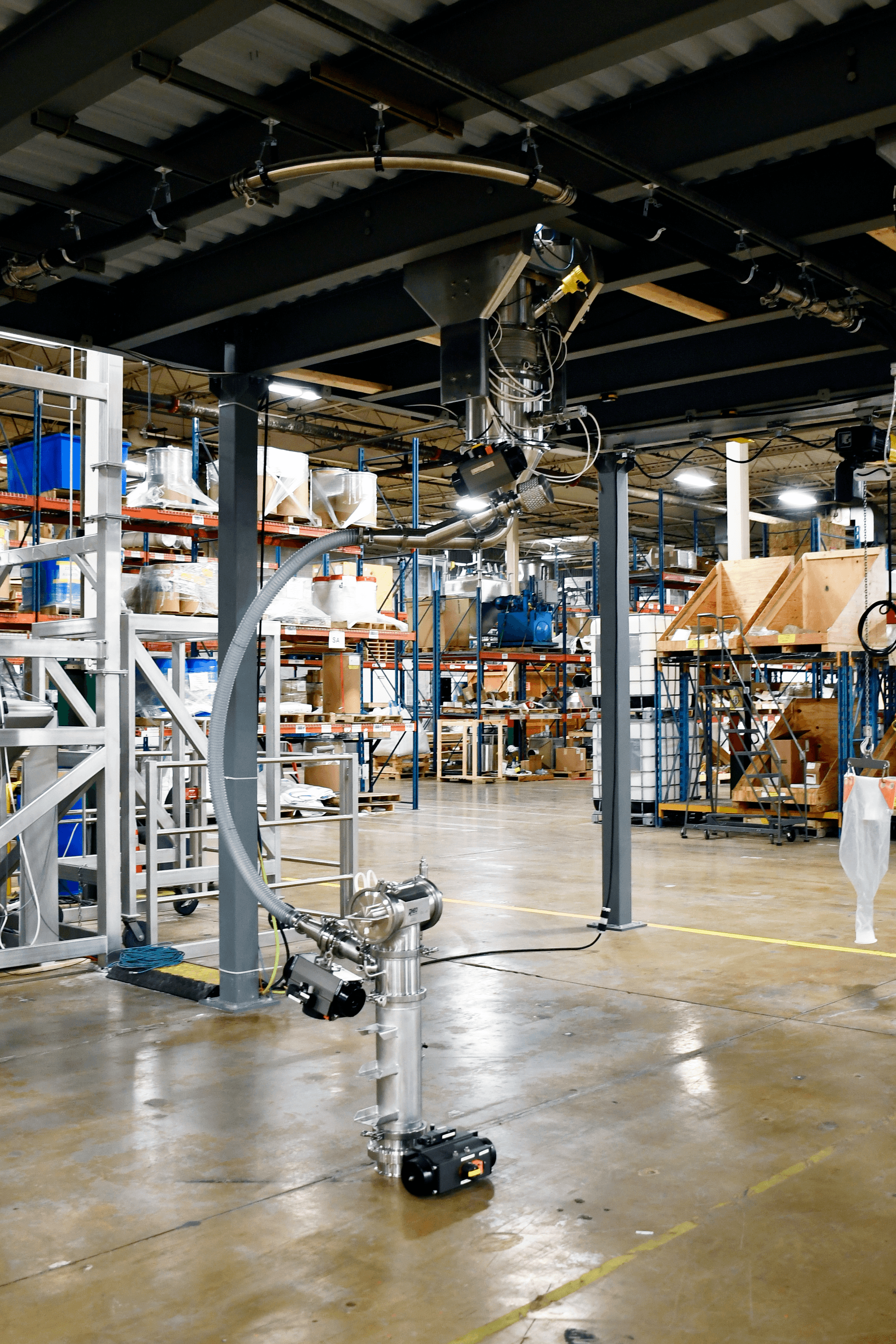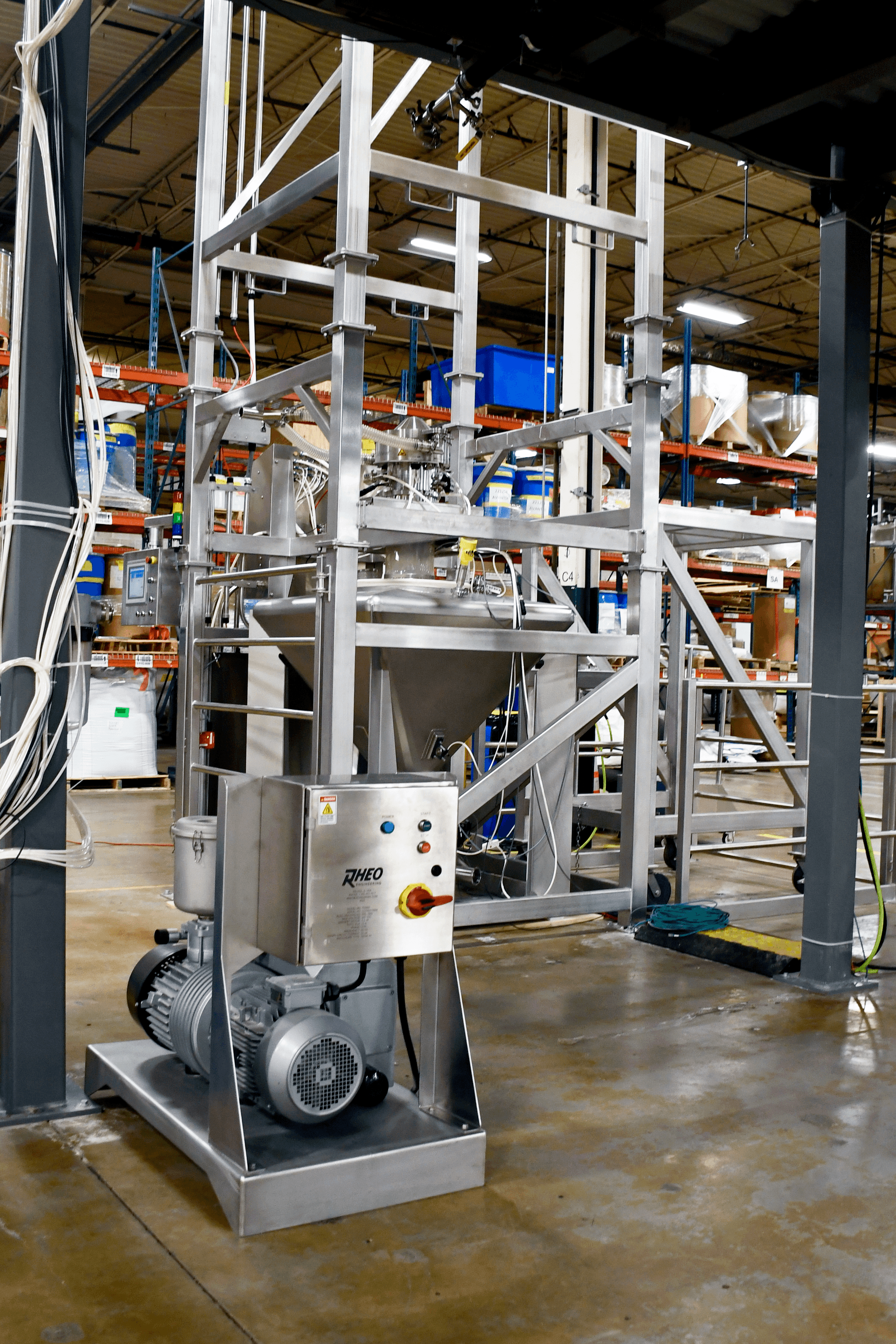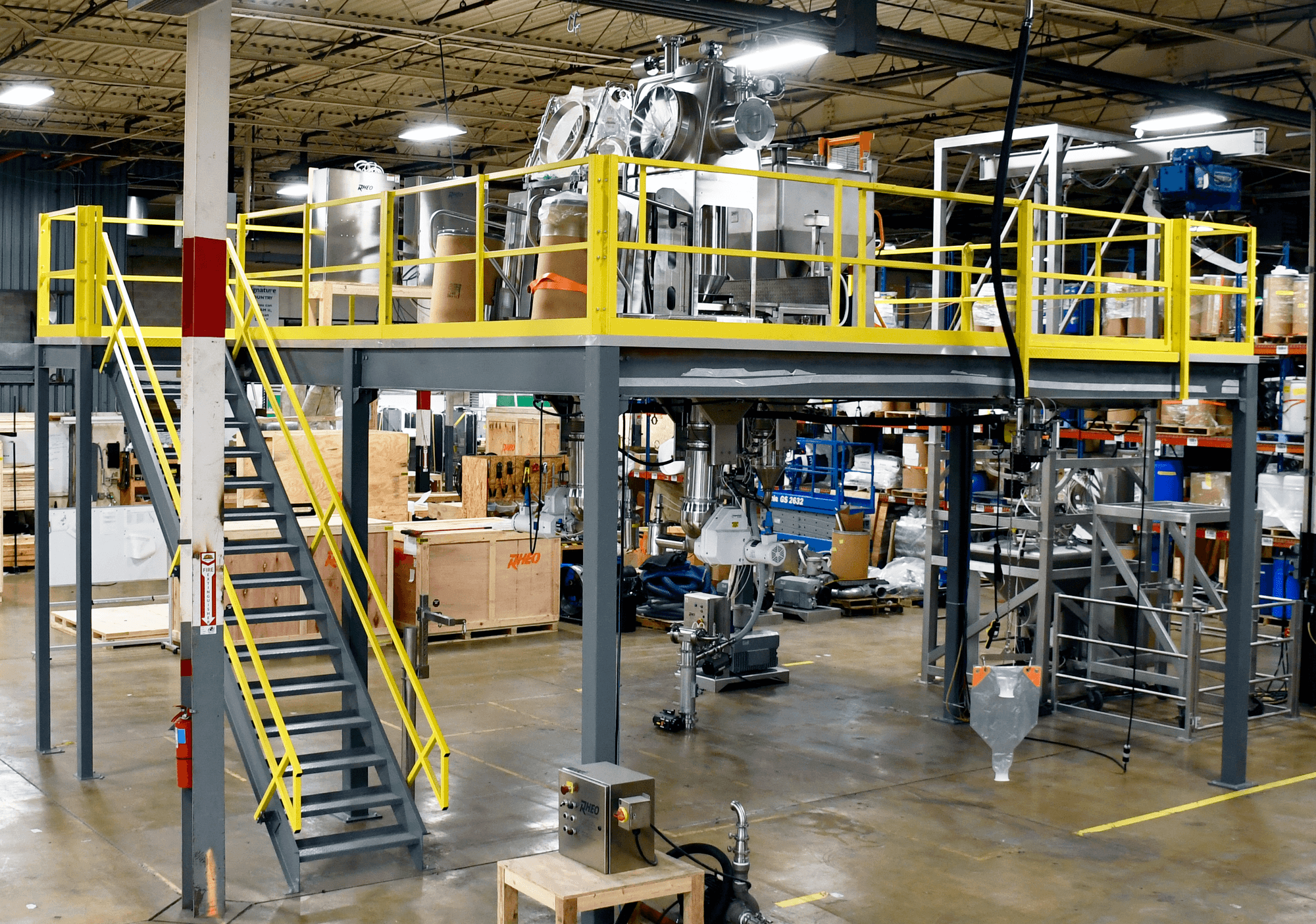
Für dieses Projekt lieferte Rheo Engineering ein vollautomatisches Pulverfördersystem, das in der Lage ist, OEB-4-Materialien für eine Umgebung der Klasse II, Division 2 zu verarbeiten. Um den nachgeschalteten Mischer mit ausreichend Produkt für einen kontinuierlichen Betrieb zu versorgen, musste das Pulverfördersystem innerhalb von fünf Sekunden nach dem Anforderungssignal konstant zwischen 2 und 10 l Material (je nach Rezepturanforderungen) abgeben. Um diese Präzision und das breite Spektrum an OSD-Rezepturanforderungen zu erfüllen, waren sechs Pulverzuführungsleitungen für das System erforderlich - zwei mit hoher Kapazität, zwei mit mittlerer und zwei mit geringer Kapazität.
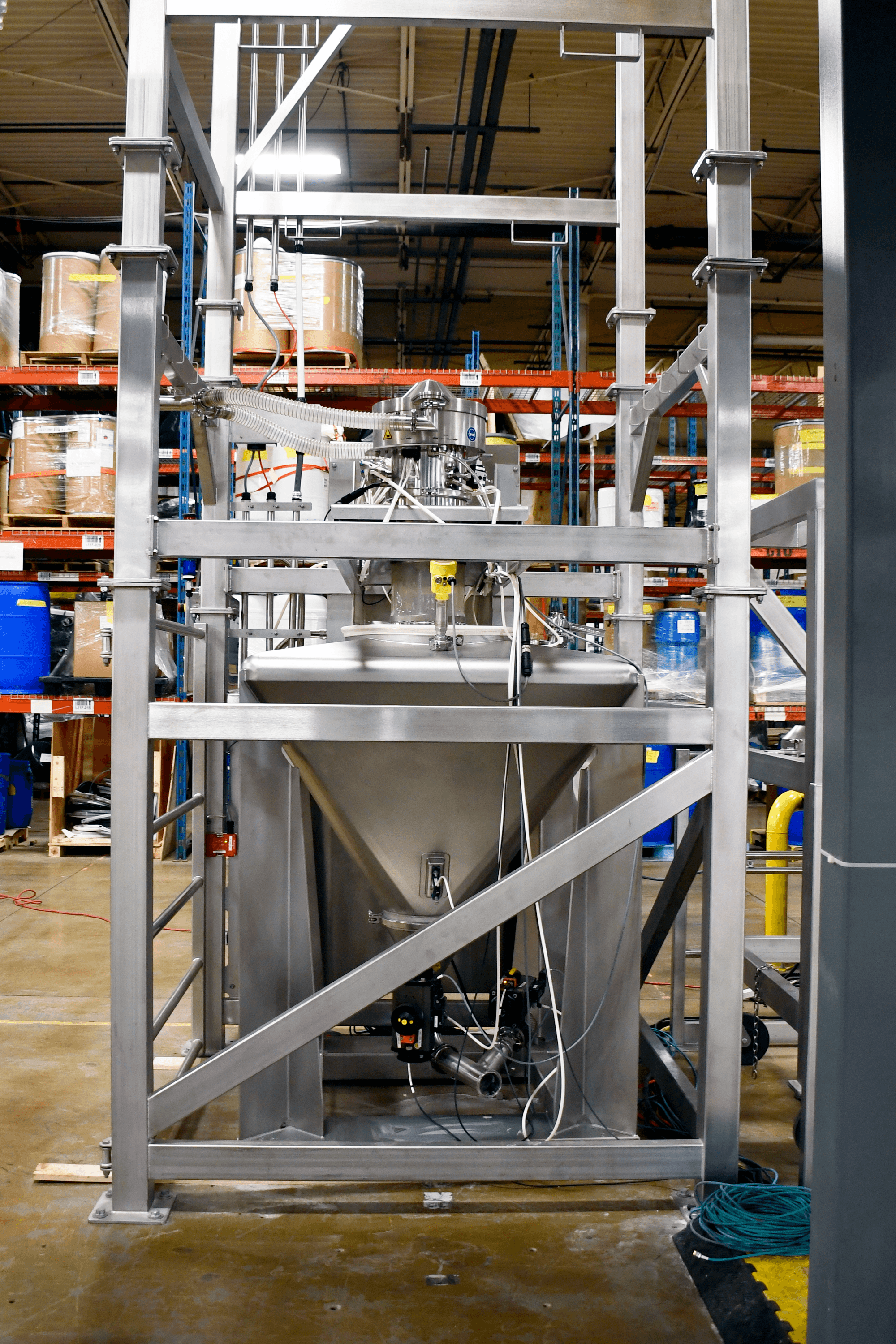
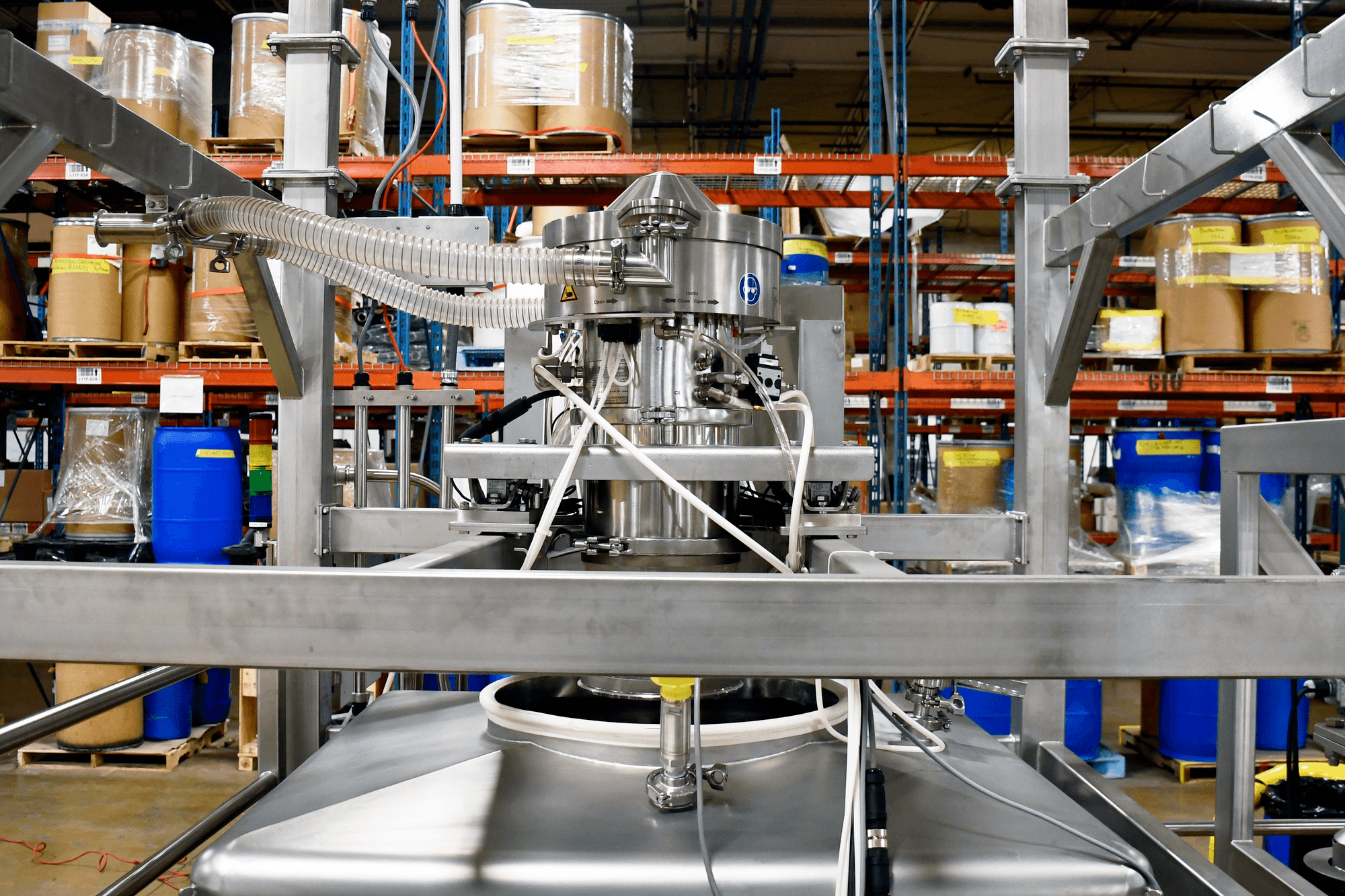
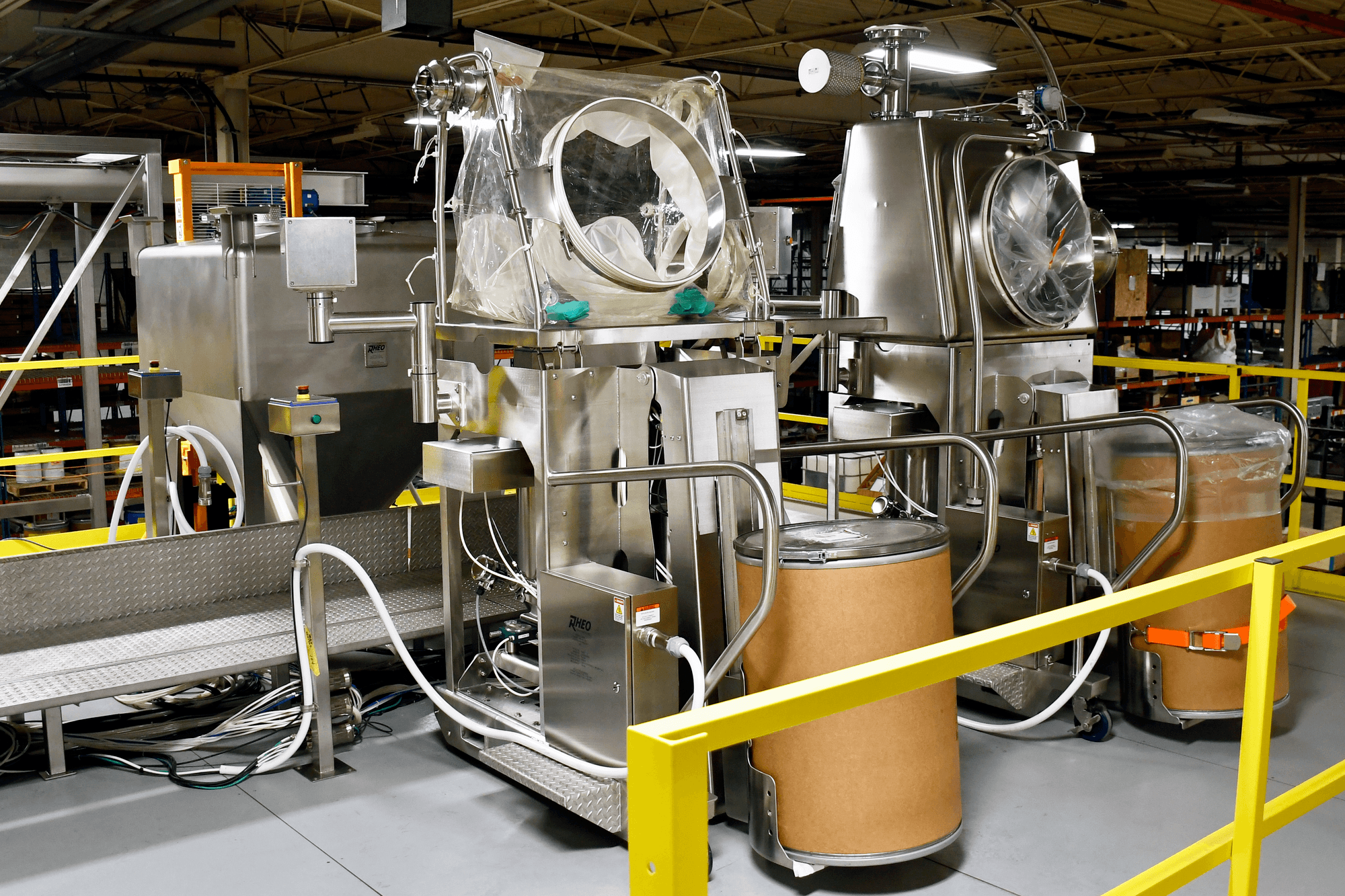
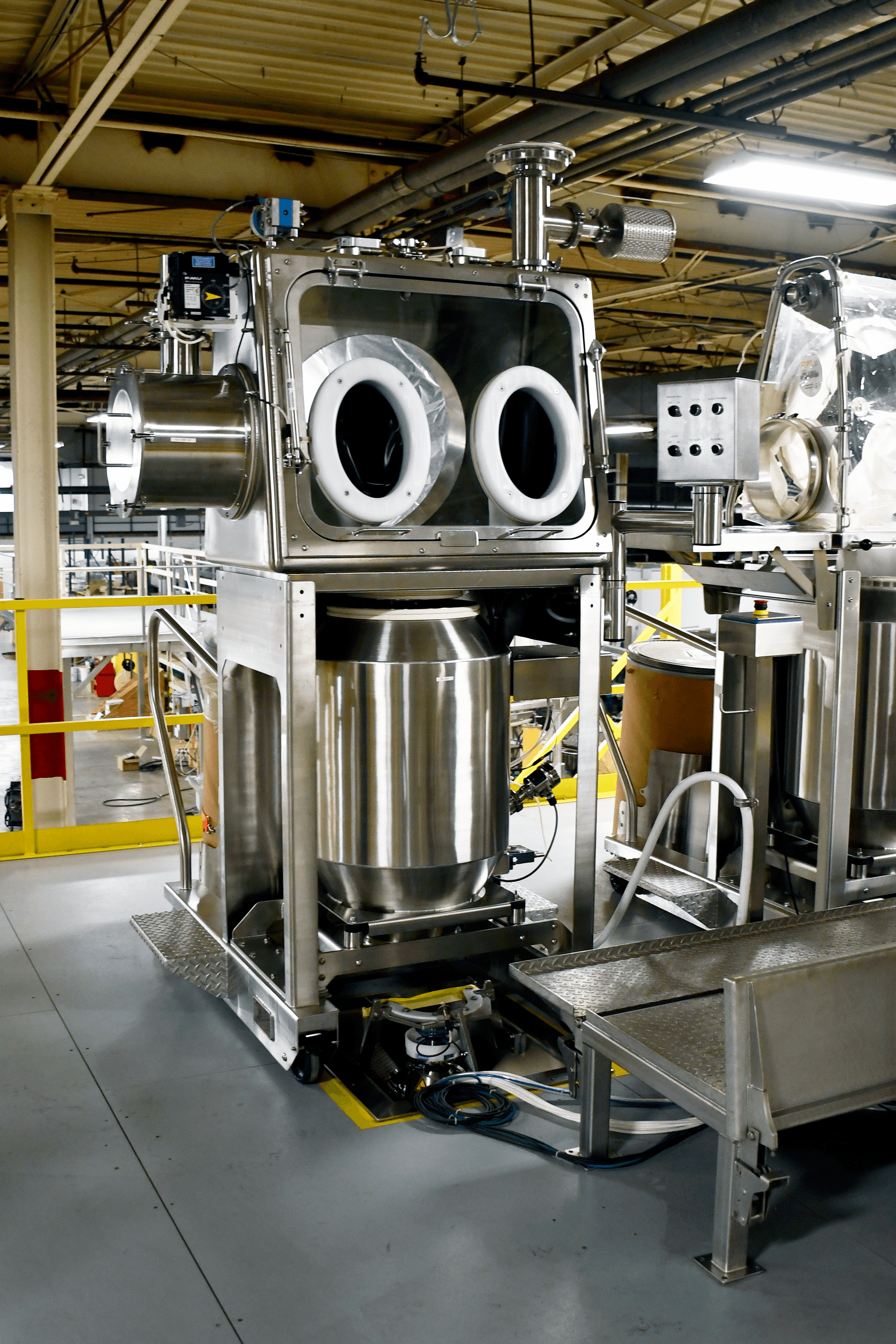
Die Linien mit hoher und mittlerer Kapazität (4/6) sind mit SoliValve®100 Andockstationen ausgestattet, die einen hochdichten Transfer und intermodales Andocken an eine der drei Arten von Materialtransportgeräten des Systems ermöglichen: eine starre Glovebox-Materialtransferstation, eine flexible Glovebag-Materialtransferstation und mehrere GMP-IBC-Behälter. Angesichts des modularen Charakters des Systems und der Vielfalt der Materialtypen, die durch das System transportiert werden sollen, ist jede Materialtransportkomponente mit Fließhilfsmitteln ausgestattet, um den Transport von schlecht fließenden Pulvern zu unterstützen; dazu gehören strategische Fluidisierungsöffnungen, pneumatische Rüttler und aktive Ventile mit Taktfunktionen. Die Hauptlinie mit hoher Kapazität ist außerdem mit einer SoliValve®250 Schüttgut-Entladestation ausgestattet, so dass das System im dritten Stock des Gebäudes praktisch alle Arten von eingehenden Behältern aufnehmen kann: FIBC, IBC, Fässer, kleine Säcke, usw. Sobald das Material aus dem Behälter entnommen wurde und durch das SoliValve®100 der Anlage fließt, wird es über eine Förderschnecke oder ein Vakuumfördersystem zum kontinuierlichen Mischer im zweiten Stock befördert.
Die Linien mit geringer Kapazität (2/6) sind mit Sackübergabestationen mit geteilter Absperrklappe mit hohem Rückhaltevermögen, RheoPac-Sackaufzug, mobiler Bedienerplattform und kundenspezifischen RheoPac-Sackständern ausgestattet. Die Kombination dieser Geräte ermöglicht eine flexible und ergonomische Handhabung von Säcken für die Bediener im zweiten Stock des Gebäudes.
Rheo lieferte auch das Steuersystem für die gesamte Anlage, das den Fernbetrieb der gesamten Anlage und bei Bedarf den lokalen Betrieb der Materialförderanlagen ermöglicht. Für den allgemeinen Betrieb fordert das SCADA-System (Supervisory Control and Data Acquisition) des Kunden Material an einer der sechs kontinuierlichen Pulverförderlinien von Rheo an. Innerhalb von fünf Sekunden nach der Anforderung wird die zugewiesene Materialmenge automatisch und mit hoher Wiederholgenauigkeit in den Zufuhrtrichter des Durchlaufmischers gefüllt. Integrierte Puffertrichter (und verschiedene automatische Sicherheitsvorkehrungen) sorgen für ausreichend Zeit für den Behälterwechsel, so dass die kontinuierliche Produktion über mehrere Wochen hinweg zu 100 % gewährleistet ist. Nach Abschluss der Kampagne bereitet die WIP-Sequenz (Wet-in-Place) des Systems die Anlage für die detaillierte Reinigung und den Wiederzusammenbau für die nächste Kampagne vor.