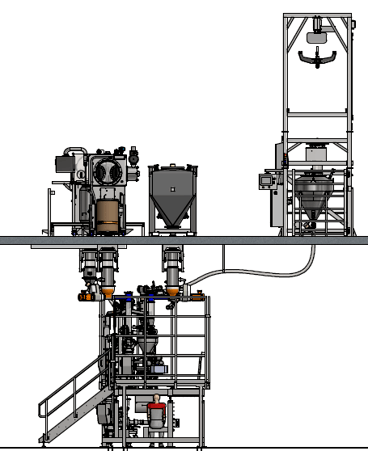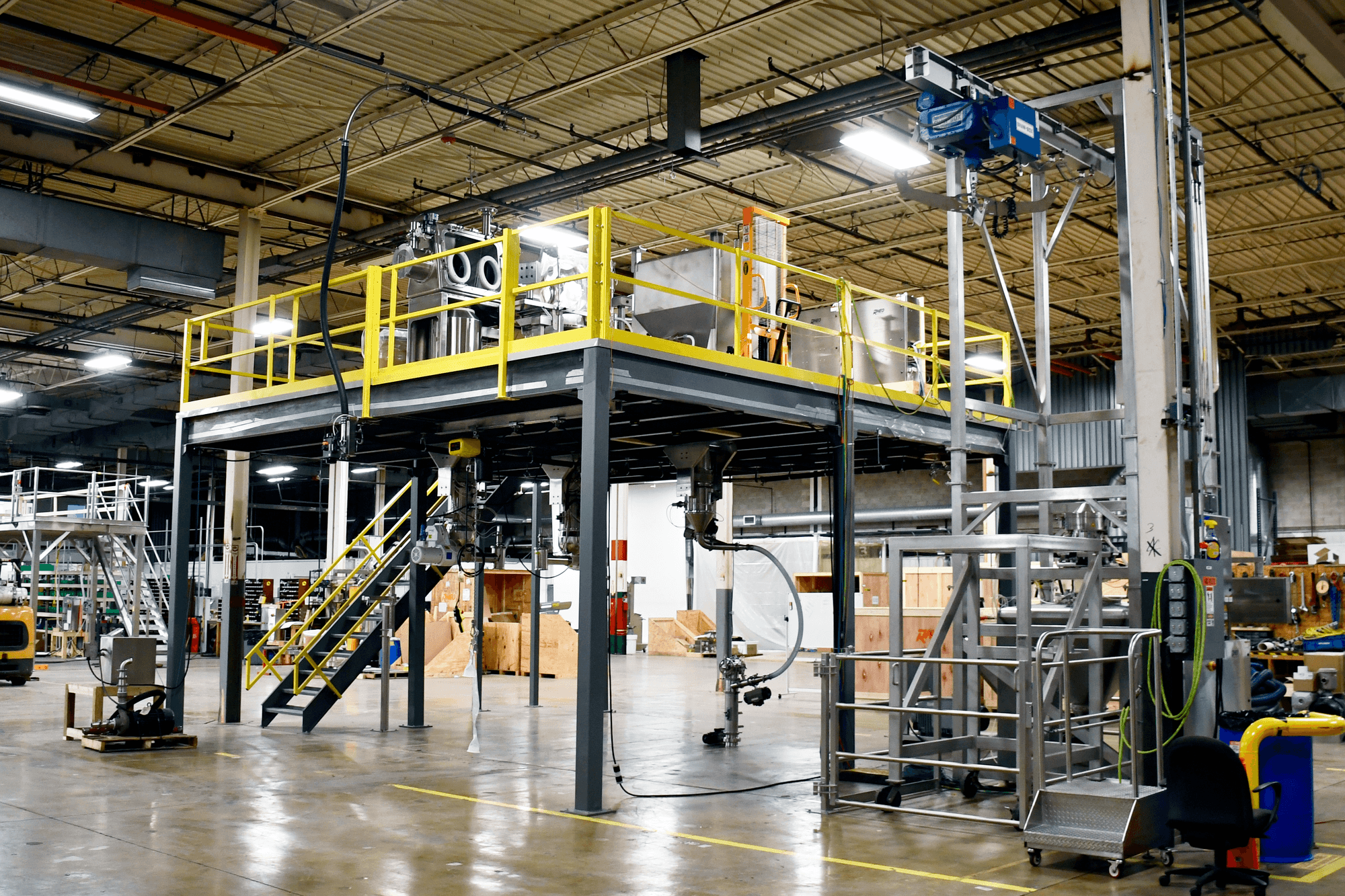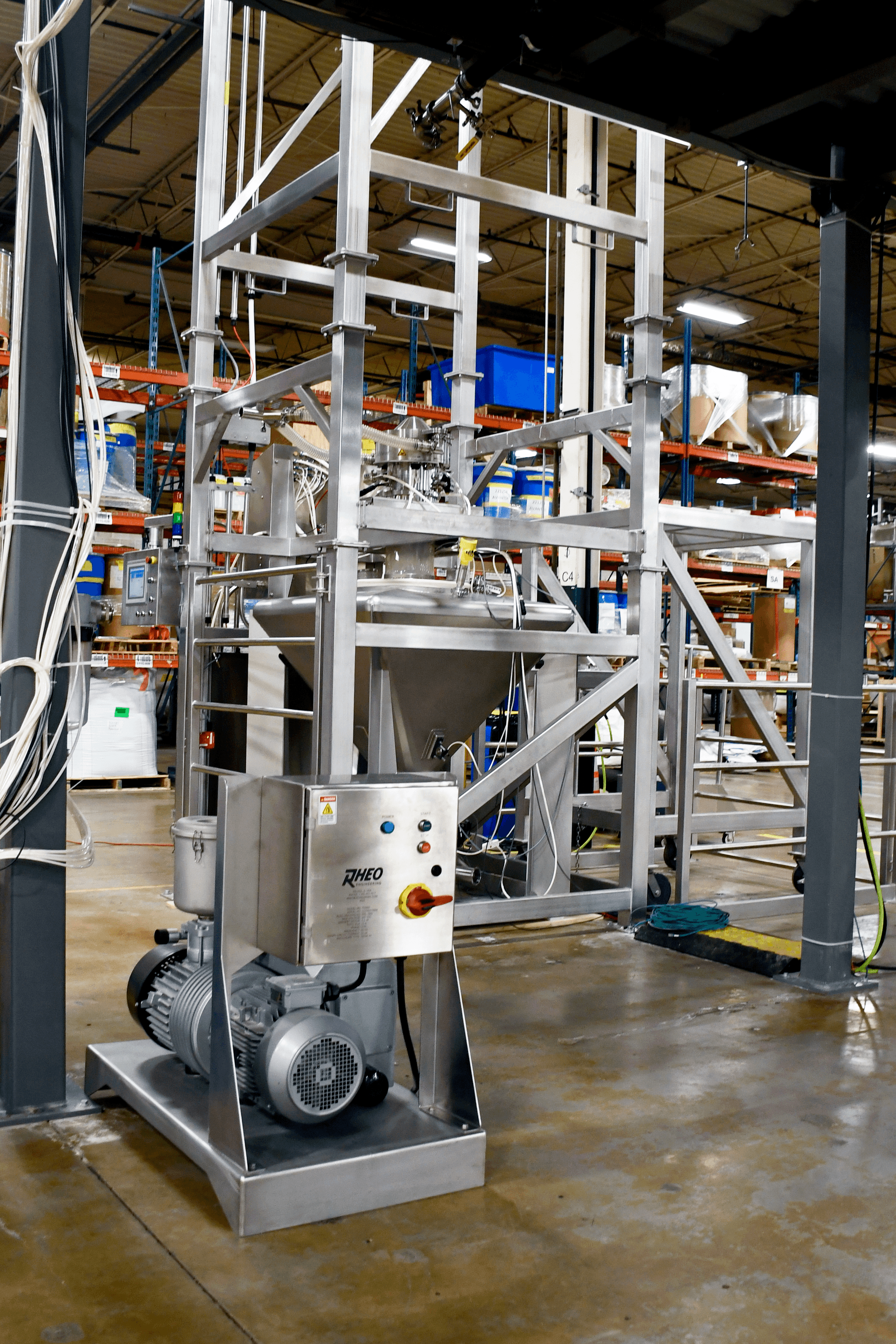
For this project, Rheo Engineering provided a fully automated powder delivery system capable of handling OEB 4 materials for a Class II, Division 2 environment. In order to supply the downstream blender with enough product for continuous operation, the powder delivery system was required to consistently dispense between 2 and 10 L of material (subject to formulation requirements) within five seconds of the request signal. To accommodate this precision and the wide range of OSD formulation requirements, six powder delivery lines were necessary for the system—two high capacity ingredient lines, two medium capacity, and two low capacity.
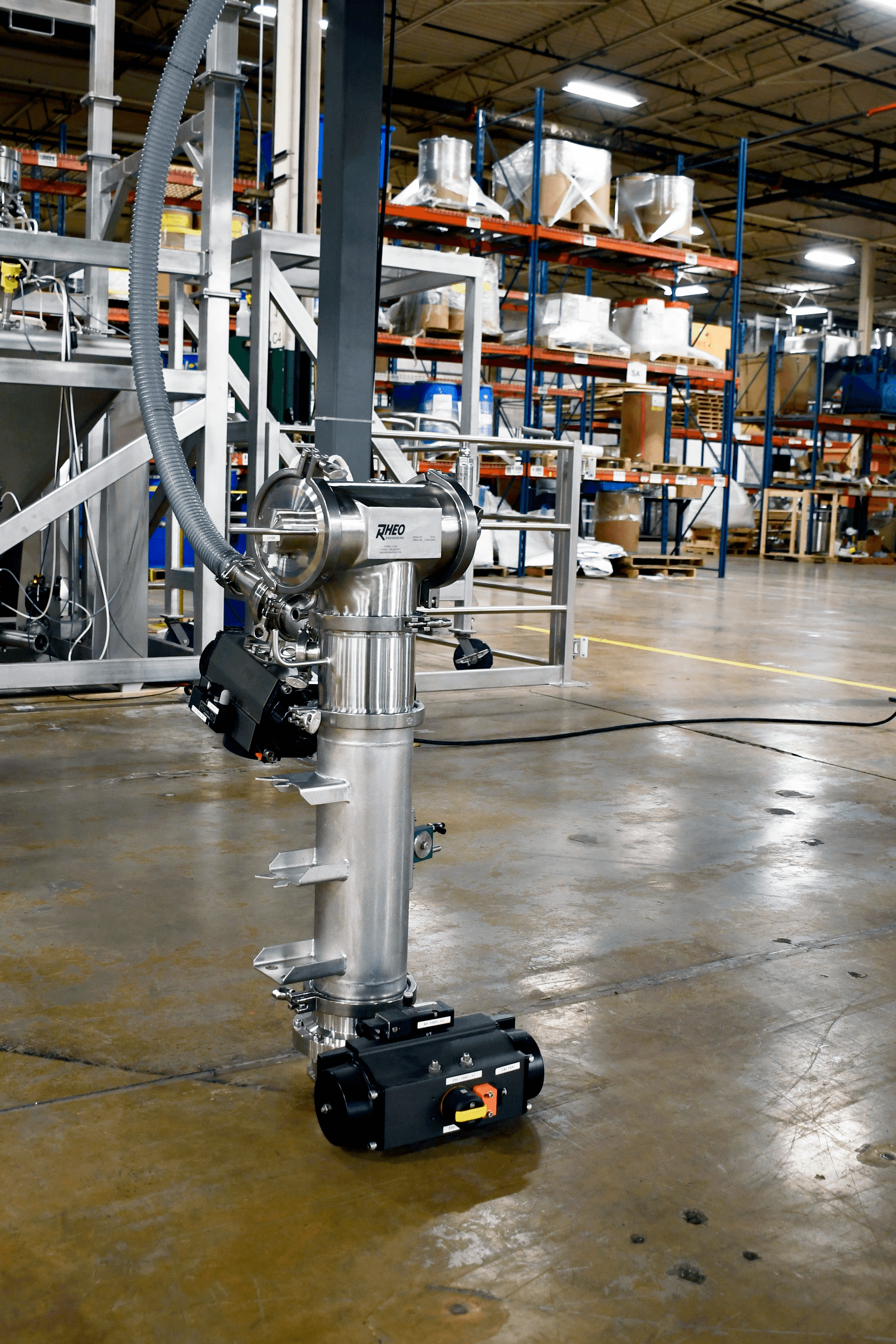
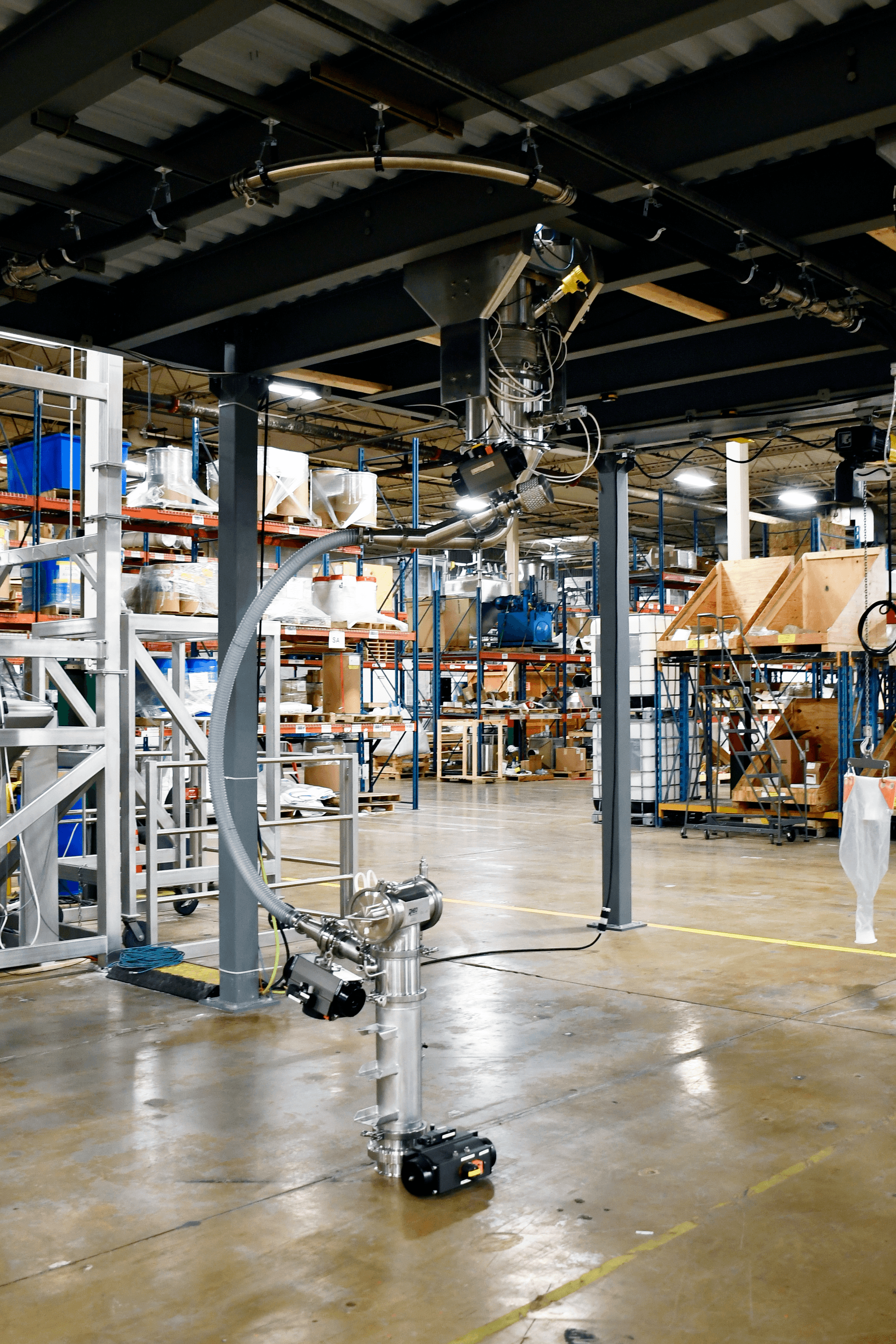
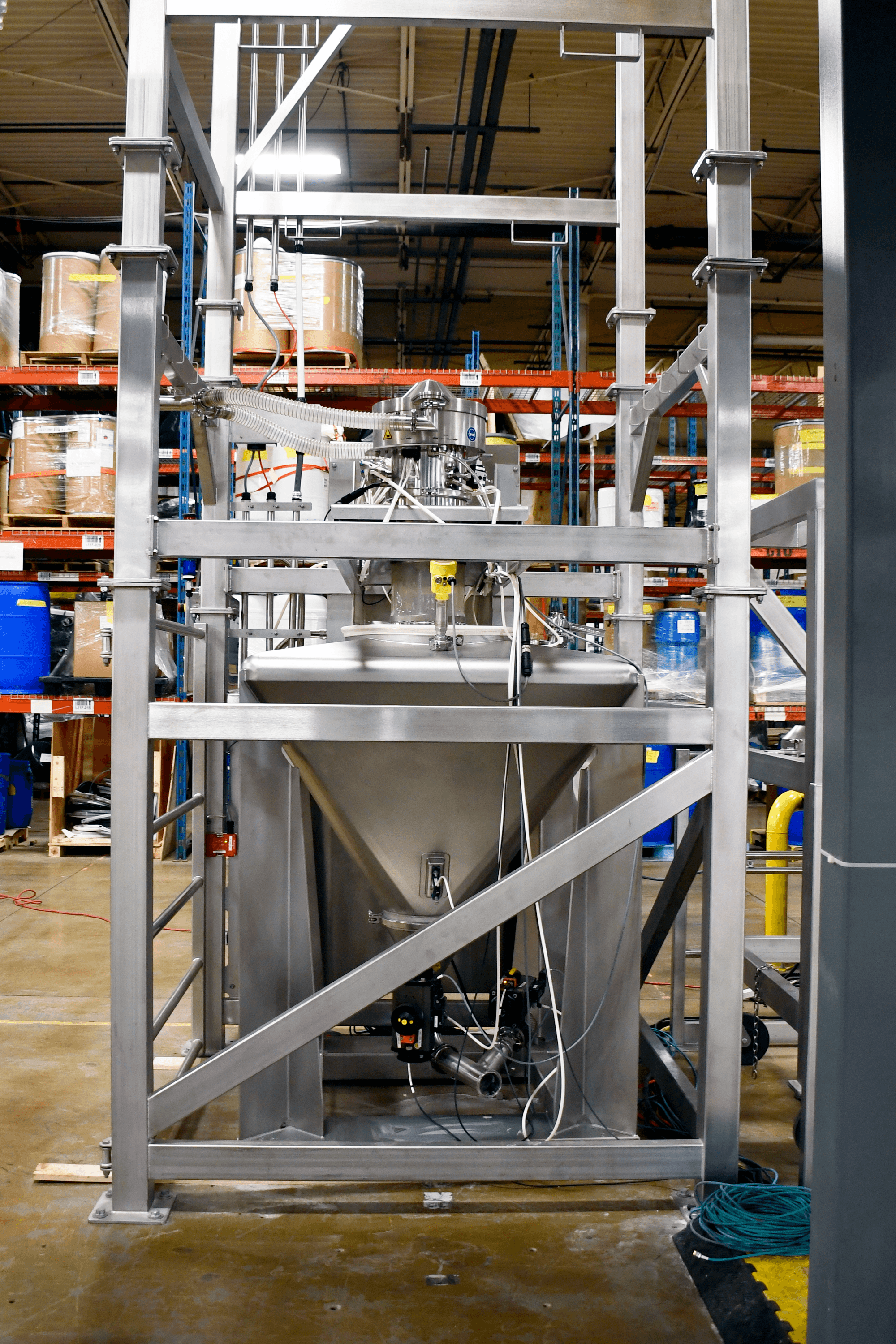
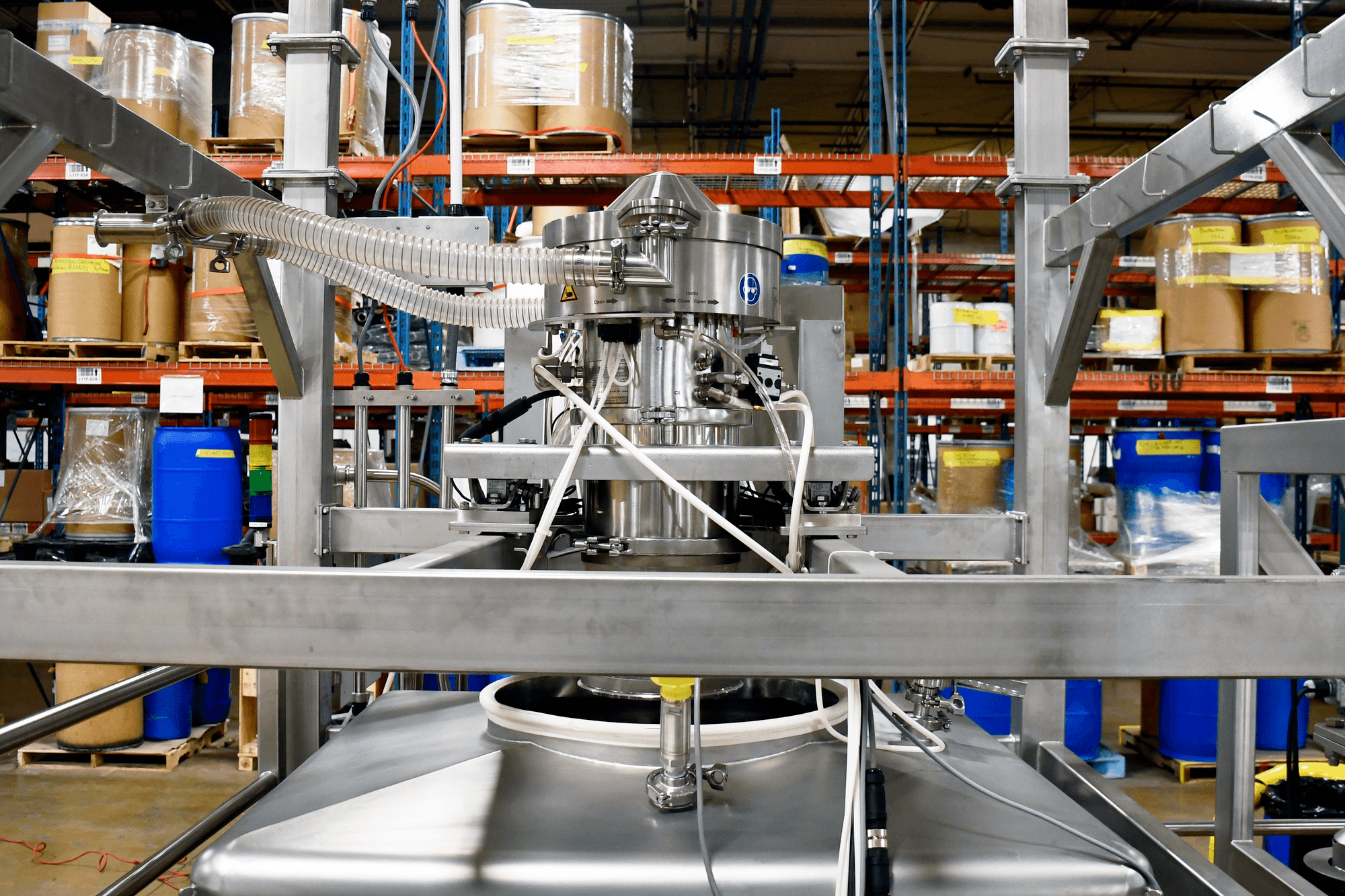
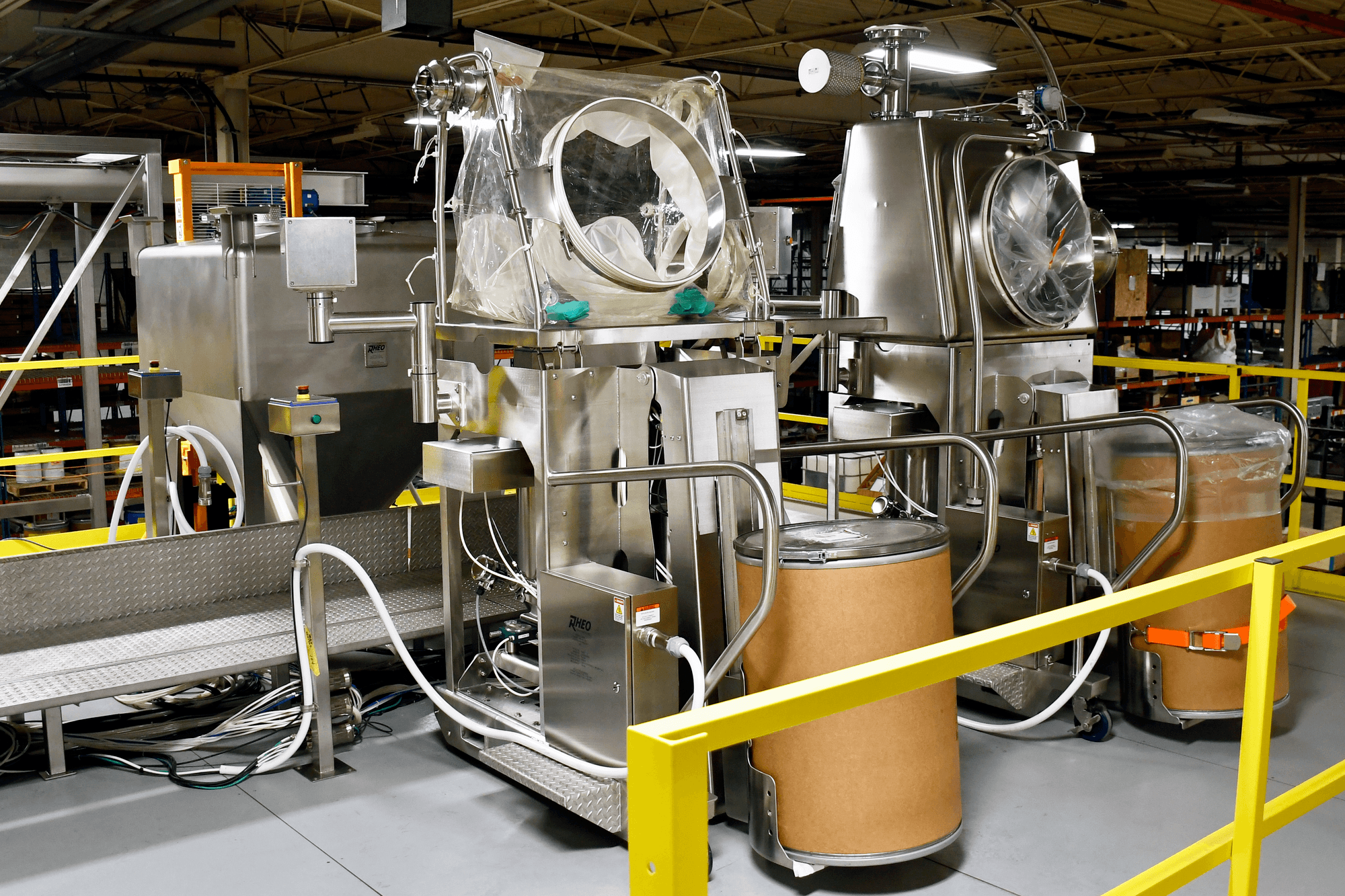
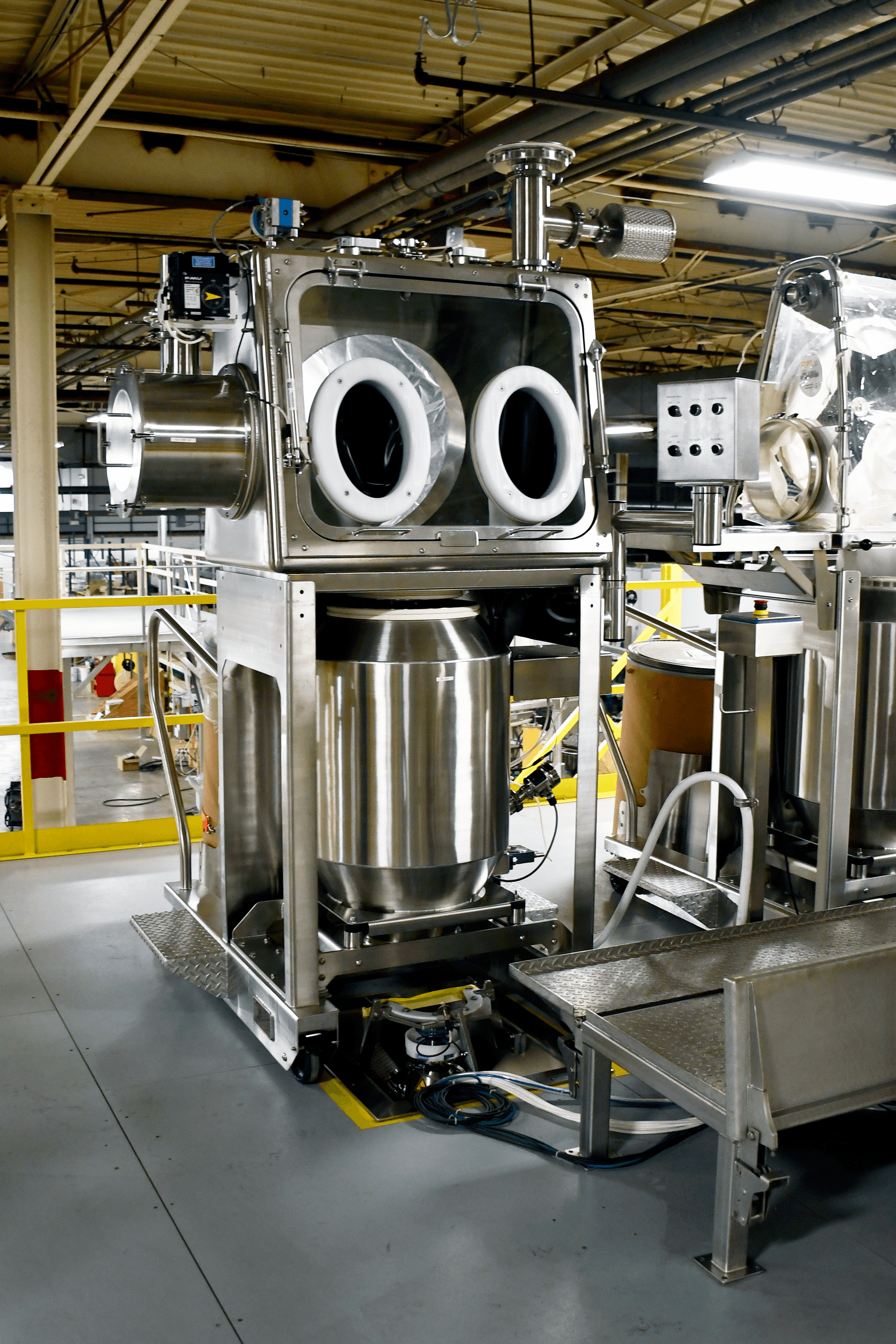
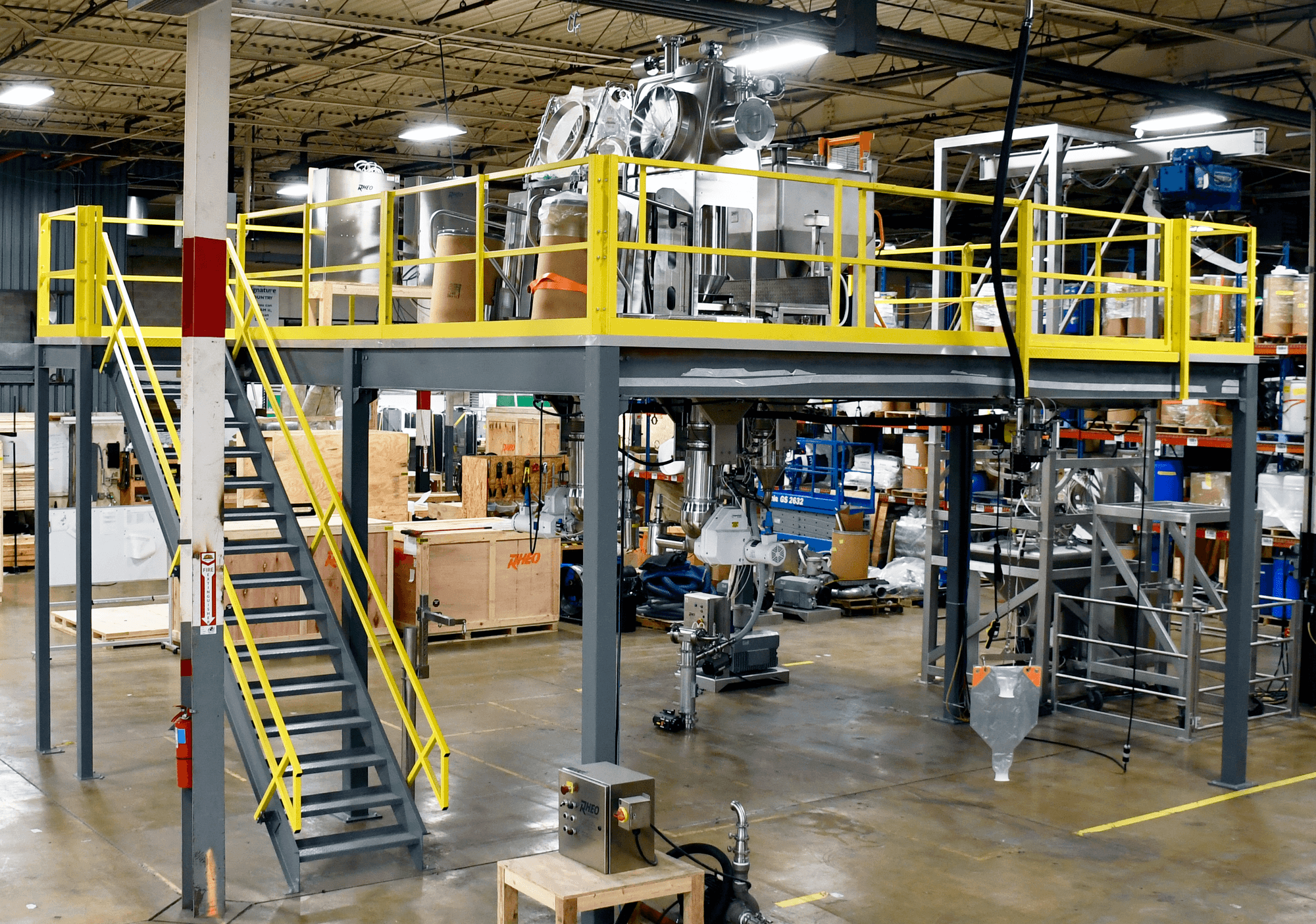
The high and medium capacity lines (4/6) feature SoliValve®100 Docking Stations, which provide high containment transfer and intermodal docking with any of the system’s three types of material handling equipment: a Rigid Glovebox Material Transfer Station, a Flexible Glovebag Material Transfer Station, and multiple GMP IBC Bins. Given the modular nature of the system and the breadth of material types planned to transfer through it, each material handling component is outfitted with flow-aids to assist the transfer of poor flowing powders; including strategic fluidization ports, pneumatic vibrators, and active valves with tacting capabilities. The main high capacity line is also outfitted with a SoliValve®250 Bulk Bag Unloading Station, allowing the system to accommodate virtually any type of incoming container on the third floor of the suite: FIBC, IBC, drum, small bag, etc. Once material has been dispensed out of its container and flows through the line’s SoliValve®100, it is conveyed to the continuous blender on the second floor via screw feeder or vacuum conveyance system.
The low capacity lines (2/6) feature bag transfer stations with a high containment split butterfly valve, RheoPac bag hoist, mobile operator platform, and customized RheoPac bag stands. The combination of this equipment provides a flexible and ergonomic bag handling approach for the operators on the second floor of the suite.
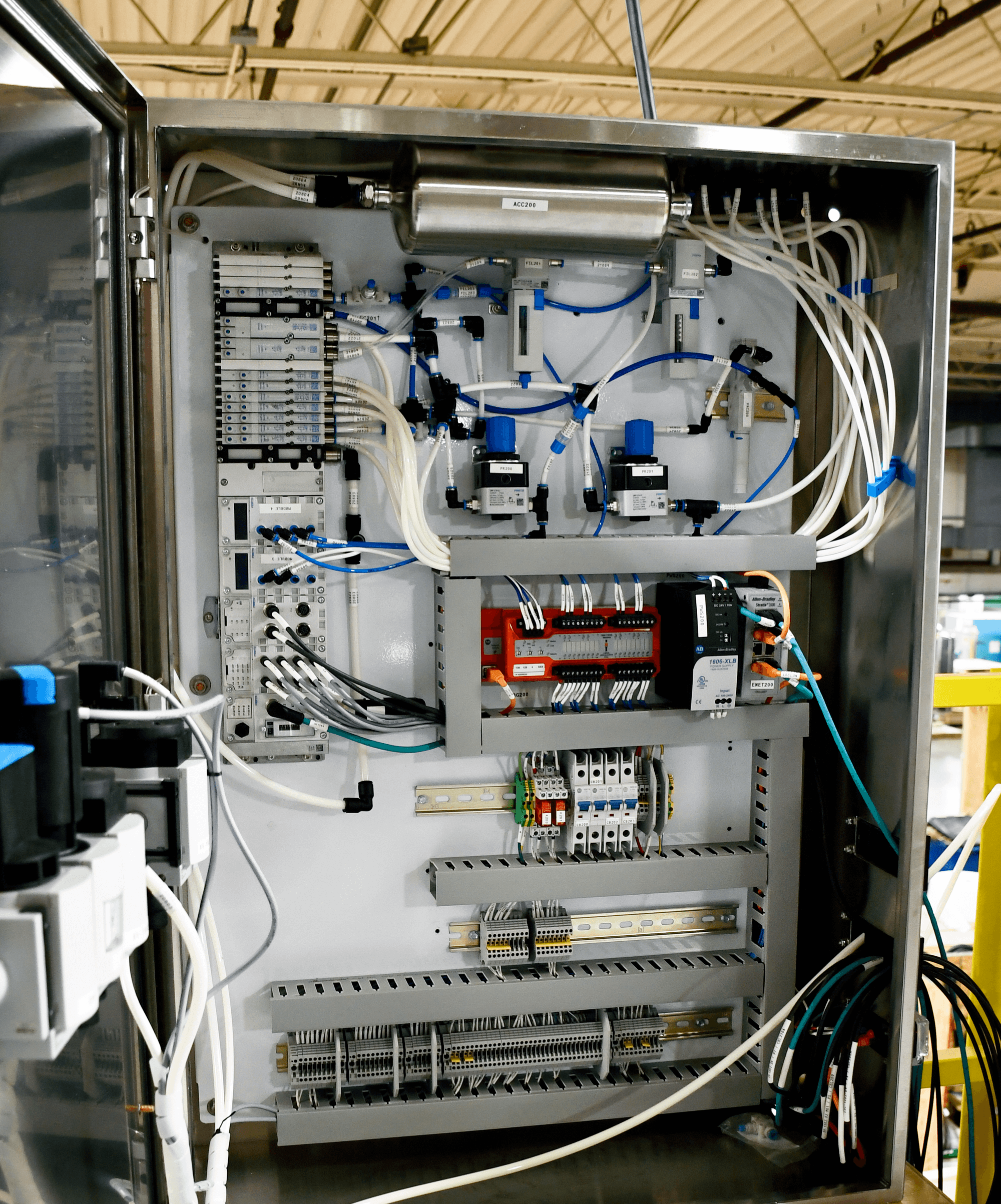
Rheo also provided the control system for all of the equipment—enabling remote operation of the suite at large and local operation of the material handling equipment where necessary. For general operation, the client’s SCADA (Supervisory Control and Data Acquisition) system requests material at any one of Rheo’s six continuous powder delivery lines. Within five seconds of the request, the allotted amount of material will automatically charge into the continuous blender’s feed hopper with a high level of repeatability. Integrated buffer hoppers (and various automated safeguards) allow for ample container changeover time, enabling a 100% continuous manufacturing up-time over the course of multiple weeks. When the campaign has been completed, the system’s wet-in-place (WIP) sequence prepares the suite for detailed cleaning and reassembly for the next campaign.