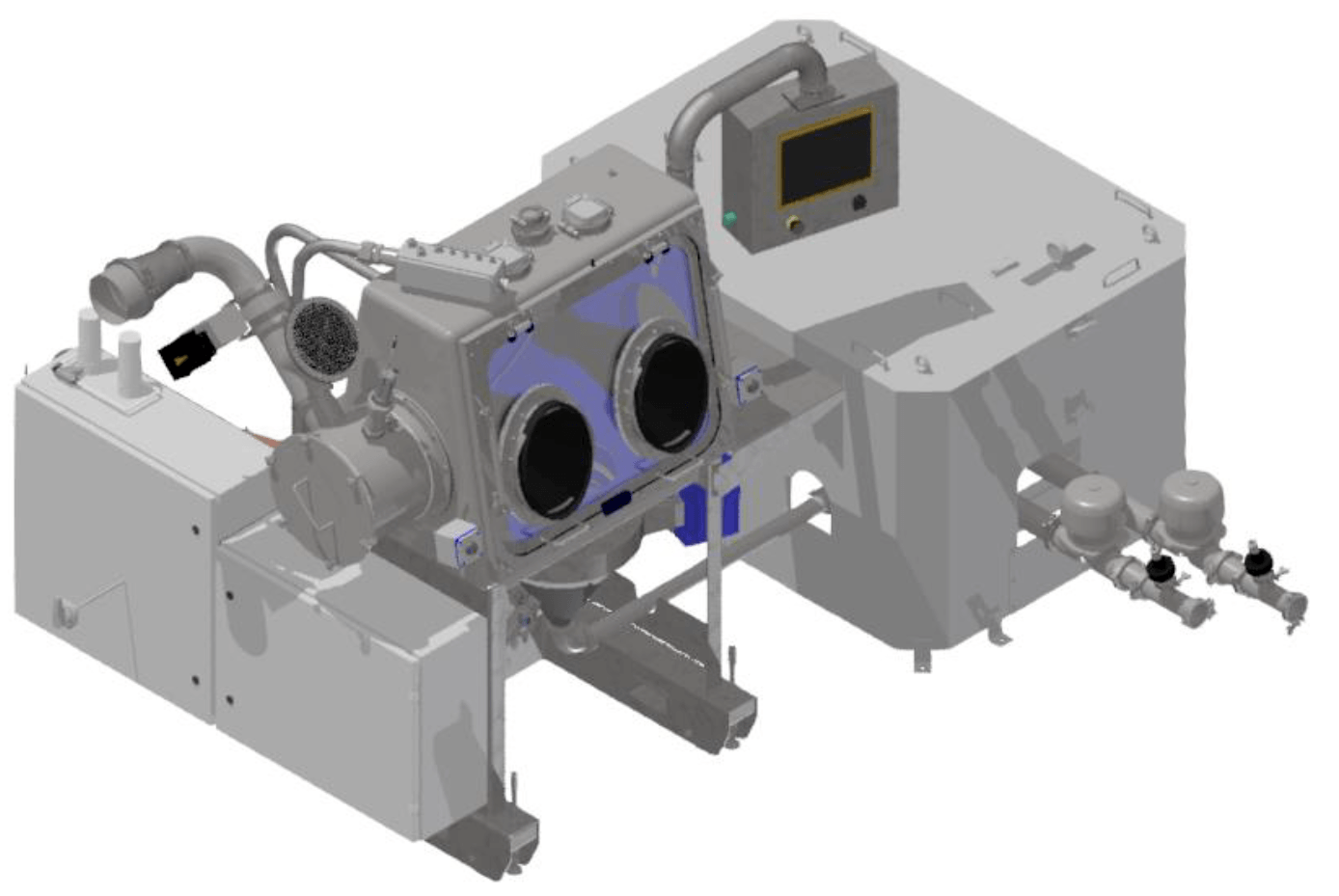
Rheo Engineering was tasked with providing a high containment material transfer system that was capable of handling incoming drums, deagglomerating material, transferring powder via induction to a tank, and cleaning with an automated WIP sequence. Various product contact surfaces required extreme corrosion resistance due to the materials being handled, and the entire system was constrained to a 7-foot maximum height due to the cleanroom suite’s space constraints.
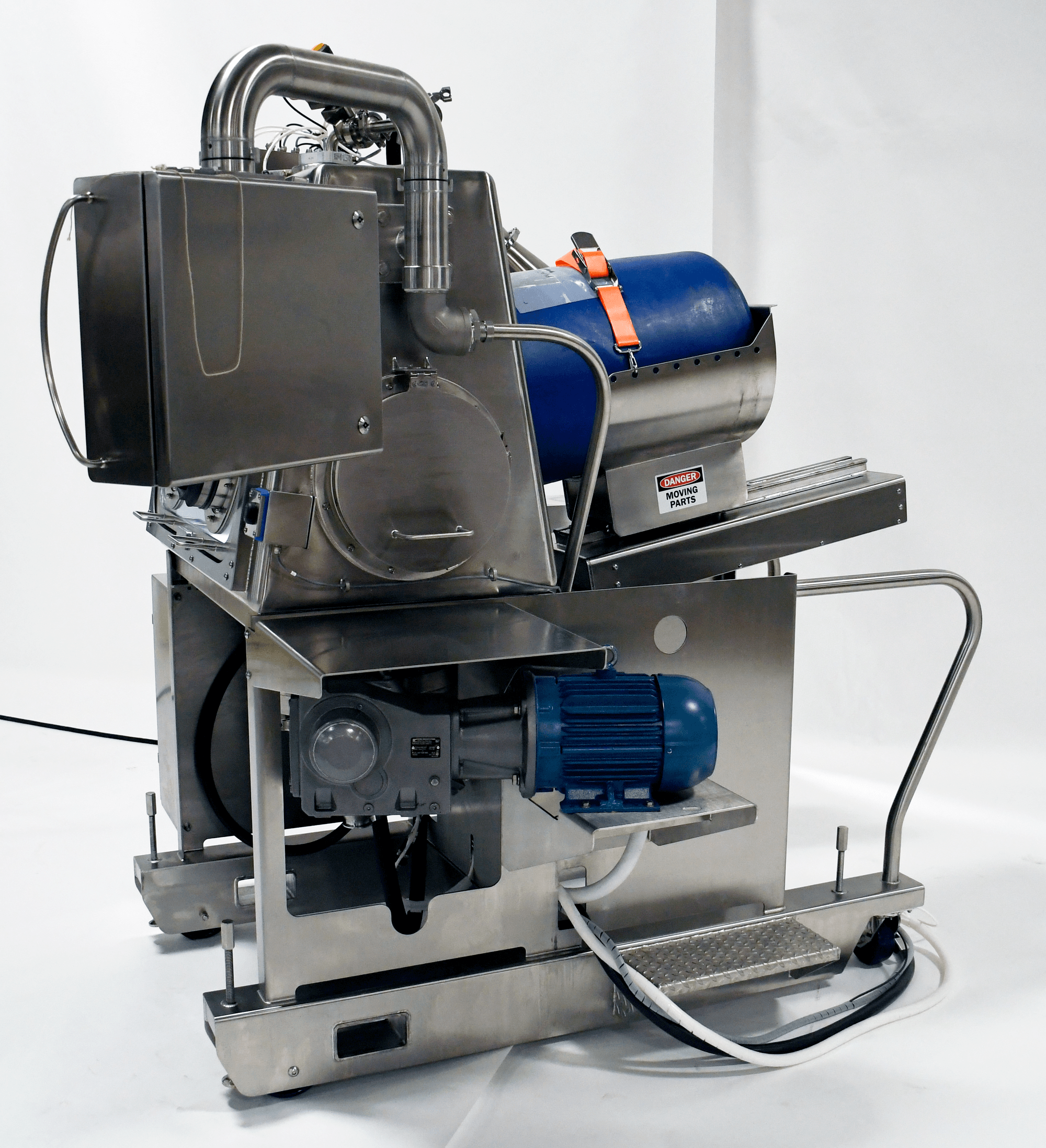
The solution to these complex process requirements was a Material Transfer Station (MTS) that combined high containment with the necessary process equipment: an in-line crusher and high-shear mixer. In order to fit into the cleanroom suite’s 7-foot ceiling, the high-shear mixer was integrated horizontally after the crusher system.
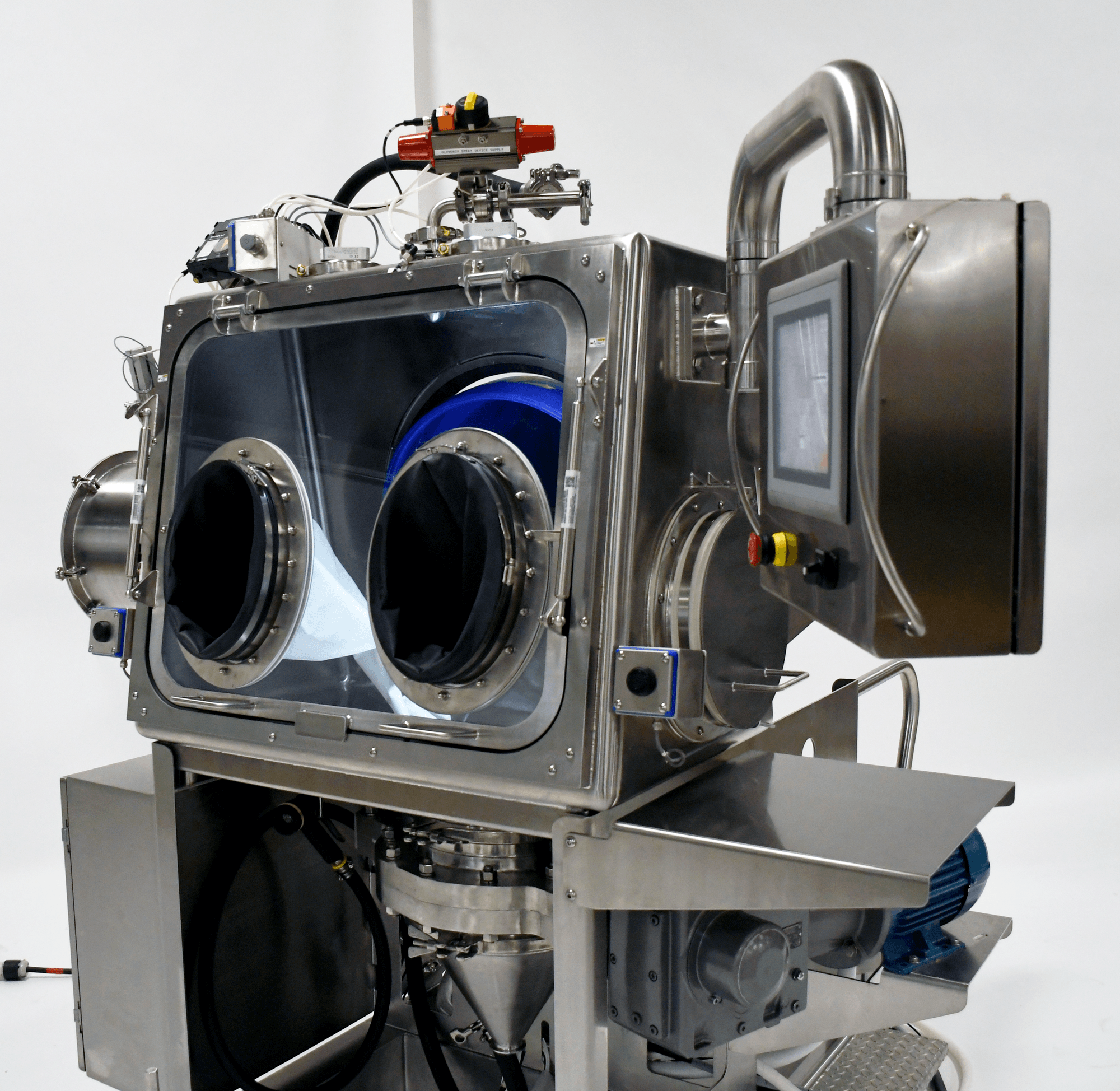
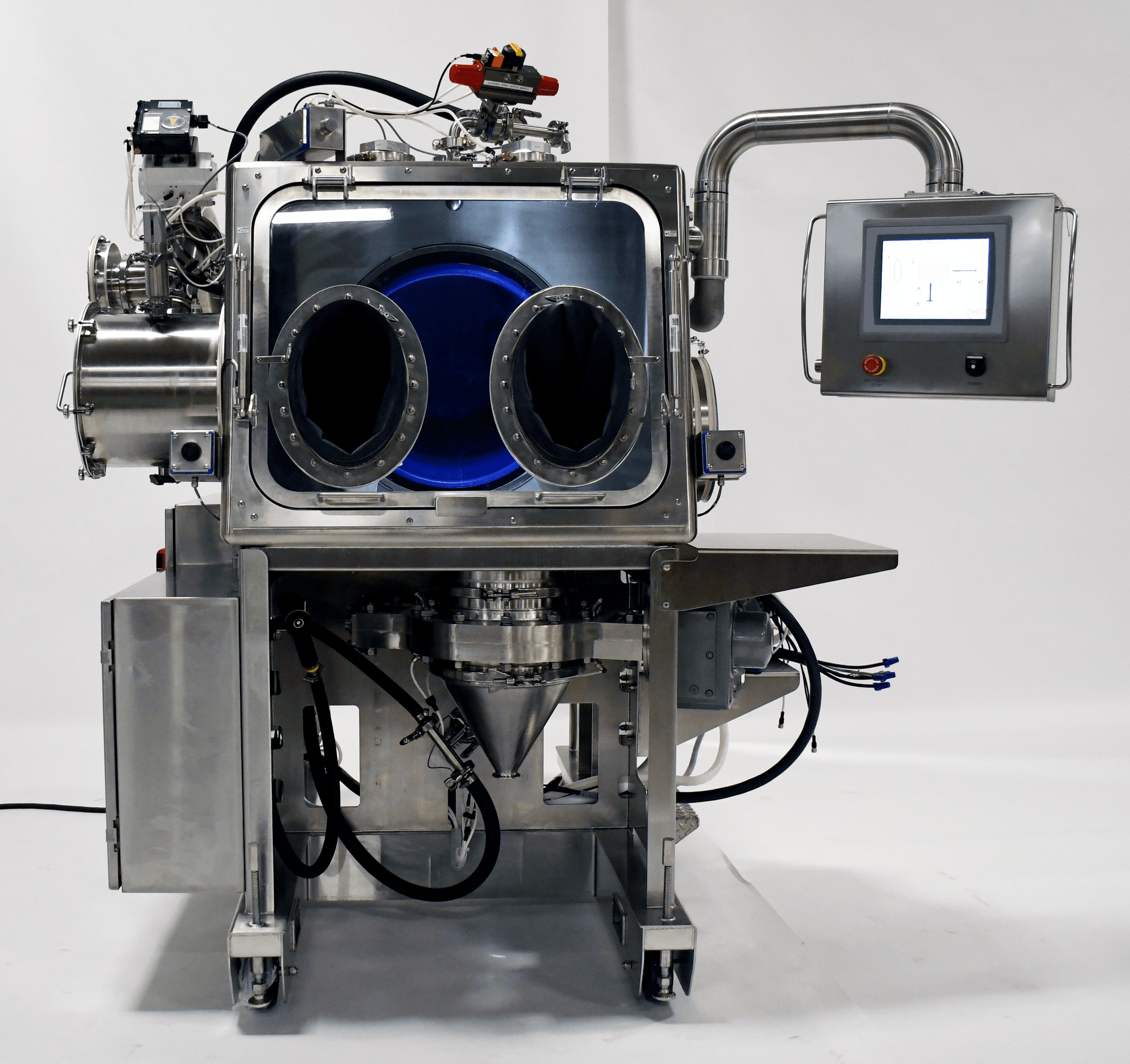
In terms of process flow, material is introduced to the MTS via the integrated Drum Tipper and inflatable seal system. The operator loads the drum, controls the tipper and inflatable seal via HMI, and is then able to manually transfer material in a contained fashion. Once material has filled above the crusher, the operator removes their hands and presses both crusher buttons outside of the glovebox. The material is then transferred to the tank via the high-shear mixer’s induction.
Rheo provided controls for the entire system, including an actively managed glovebox environment via PID and operator controls for the tipper, crusher, and high-shear mixer.