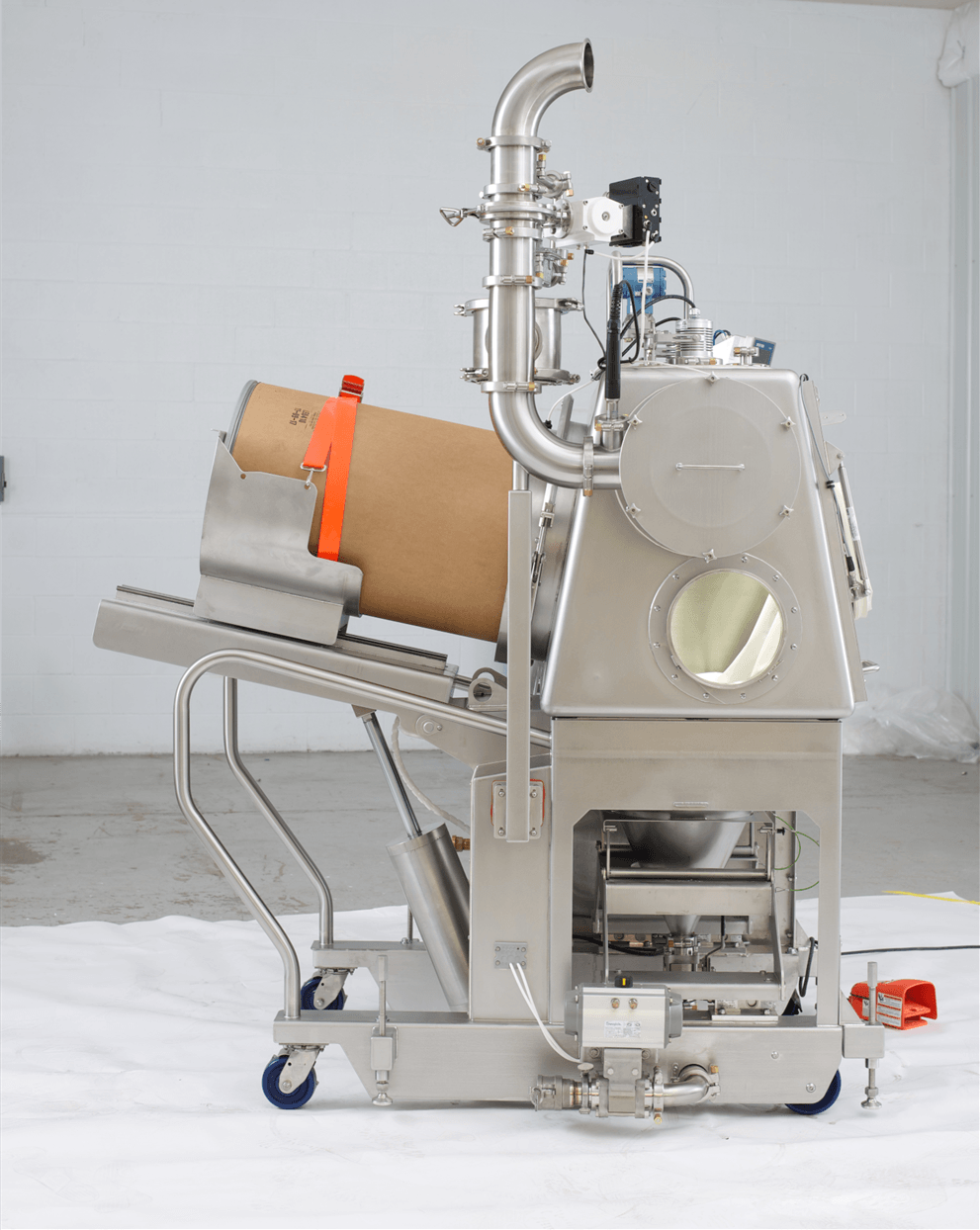
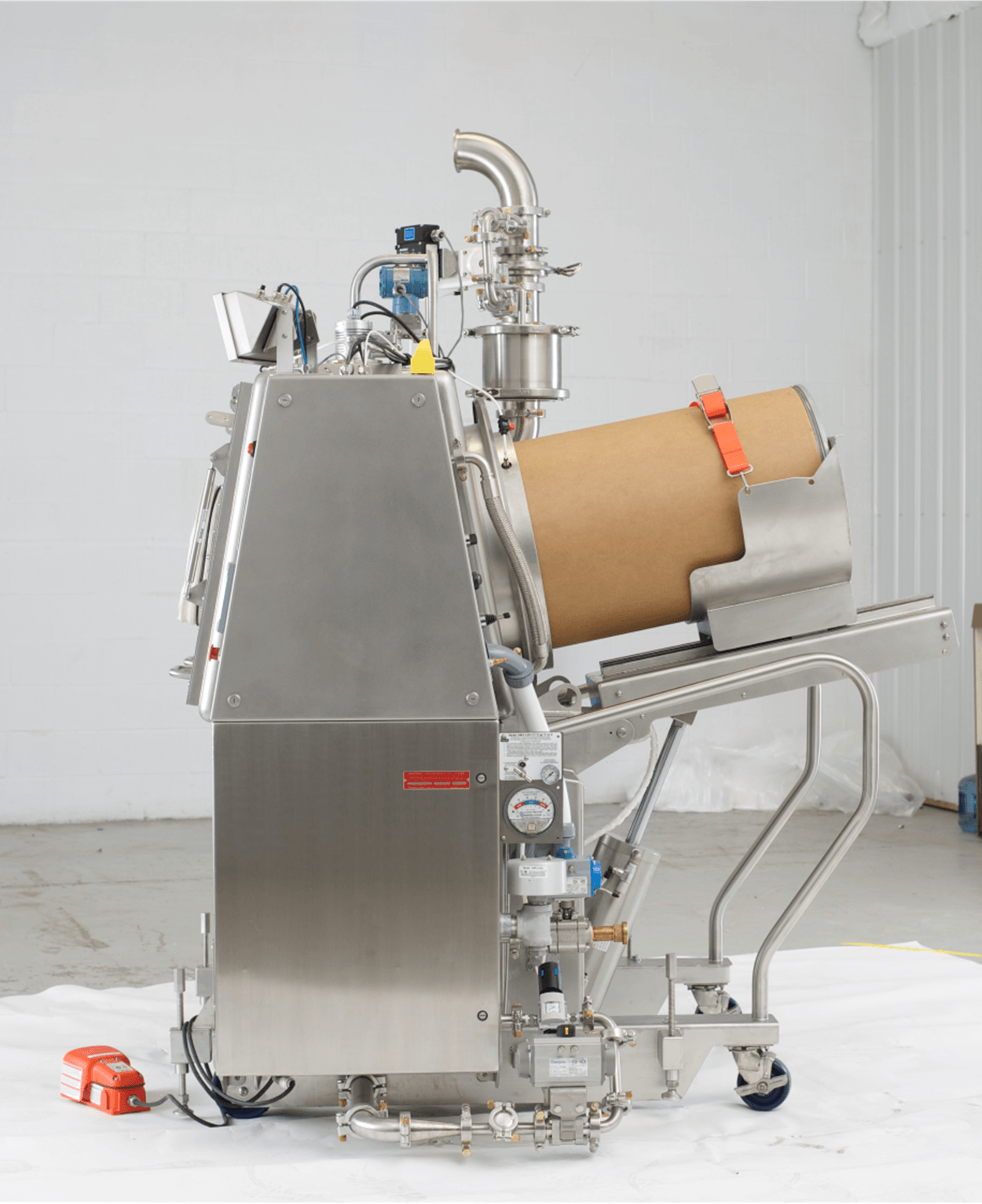
Rheo worked closely with the client on this project to customize our High Containment Material Transfer Station (MTS) for their application. This project grew our appreciation for risks and challenges associated with the solids additions process in the API manufacturing process. The client’s key requirements for this project involved maintaining containment of less than 1 ug/m³, reducing oxygen concentration to less than 1%, and transferring 8 drums in less than an hour.
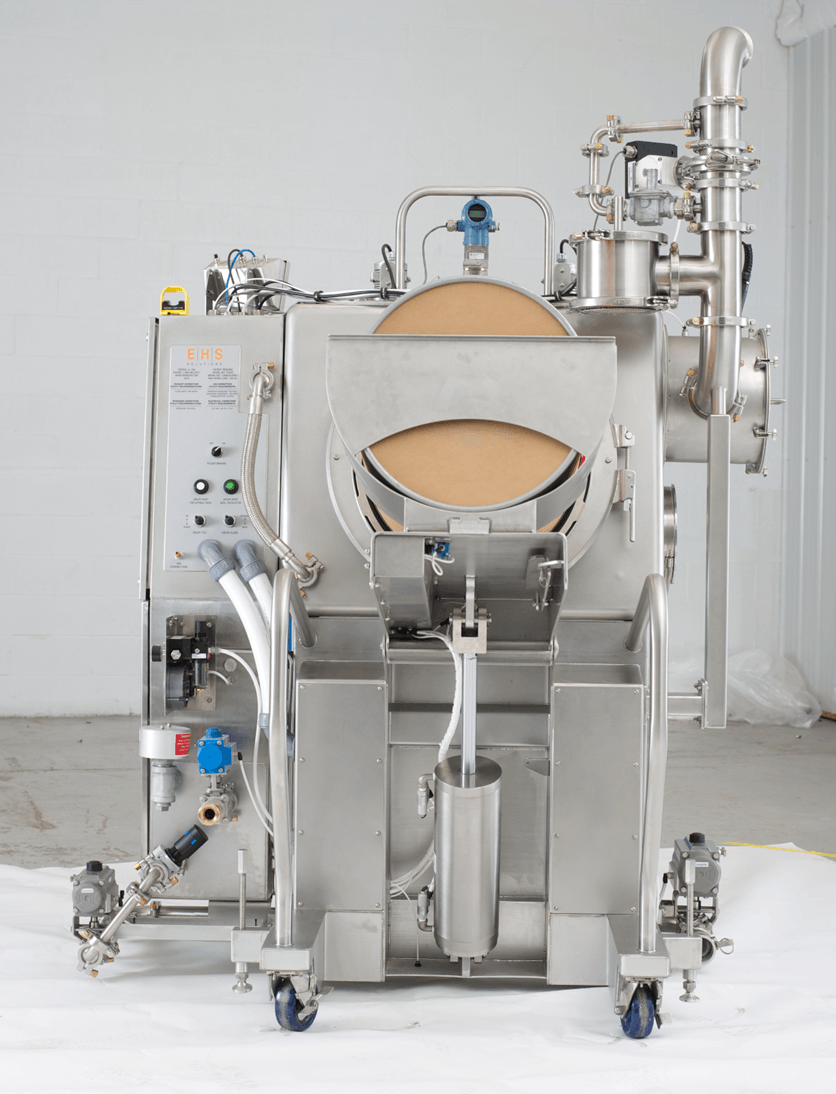
Rheo designed, built, and tested the MTS with an automated control environment for achieving high containment and low oxygen concentration. The system’s integrated Drum Tipper and inflatable seal docking allowed for an efficient drum change-out process. The HPAPI is fully emptied from the drum and transferred to the vacuum hopper and conveyed to the reactor utilizing the reactor to create negative pressure as the vacuum source, removing the need for a powder receiver.
The MTS is managed using the latest hazardous rated instrumentation with ethernet over IP connectivity and a graphic based HMI. The PID controlled logic enables optimized operational sequencing while minimizing operator input, allowing for increased productivity and process control.