This project started at Rheo’s testing center in Peoria to develop a design that would meet client’s process requirements. The Rheo team built a test stand in four weeks to test a number of client’s powders. Based on the testing results, Rheo designed and built an integrated system for transferring a variety of materials from bulk bags into process vessels through a high shear induction mixer. This turn-key system featured an Automated Hoist, a Bulk Bag Docking Station for Dosing, an IKA Disperser, and an Integrated Control System.
The Hoist provides a fast and simple docking process controlled by the system’s HMI and PLC. An integrated tension load cell prevents unintentional lifting of overweight bags. Ultrasonic sensors communicate with the control system to automatically lift and position the bulk bags into the docking station.
The key technology of the Docking Station is the SoliValve® 250; a split cone valve that allows for automated bulk bag discharge, contained transfer, and high accuracy dosing. The SoliValve® allows the transfer system to achieve containment levels of less than 100µg/m³ and dosing accuracy of +/- 500g. The SoliValve® is set on load cells to collect the amount of materials transferred, in conjunction with the LIW hanger, this information is sent to the system PLC.
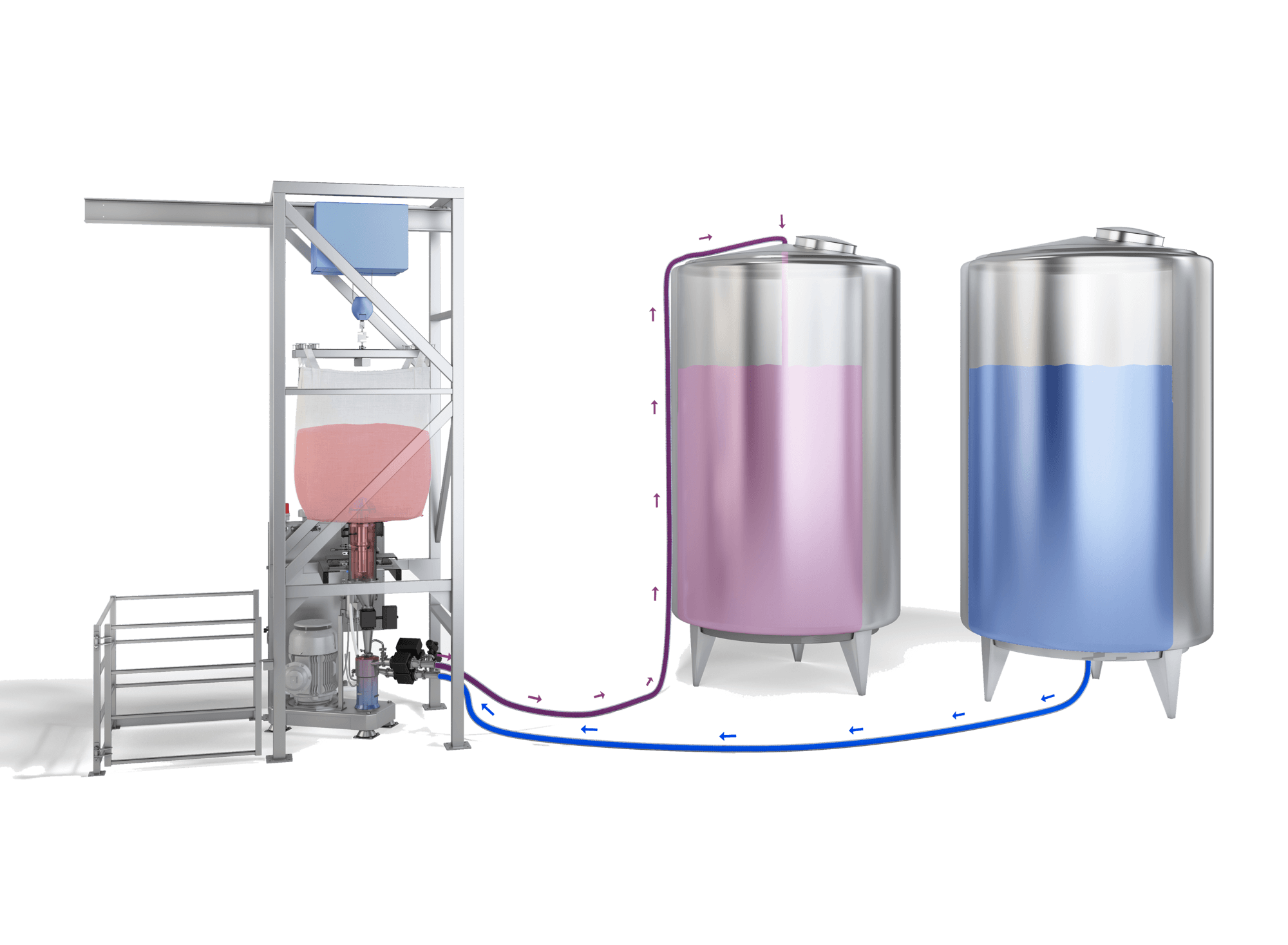
The materials are then fed to the to the IKA Disperser; an inline high shear mixer that disperses product from the hopper into the liquid stream as it recirculates through the process vessel until the desired solution blend is achieved.
The entire transfer process is managed by the latest controls, instrumentation, and HMI to enable optimized operational sequencing while minimizing operator input. This allows for increased productivity and process control. It also controls the clean-in-place sequence and ensures all product contact area are fully cleaned by several spray devices.
The extensive testing of mechanical and control components was key in establishing all the key stakeholder’s confidence of this system’s performance and successful integration of the hardware and software of the system.
Rheo hosted a webinar on optimizing the bulk solids to liquid mixing process. See additional information and request materials here.





