Benefits of Bin (IBC) handling systems:
- Contained Product Quality
- Fast Blending Times
- Optimized Process Flow
- Closed Powder Transfer
- Flexible Process Layout

Benefits of Bin (IBC) handling systems:
| Part Number | Bin Volume | Blending Capacity | Opening Size/Style | Outlet Size/Style |
|---|---|---|---|---|
| 2024962 | 600L | 180L – 480L | 22” Stainless Steel Lid | 12” Tri-Clamp |
| 2020746 | 1000L | 300L – 800L | 22” Stainless Steel Lid | 12” Tri-Clamp |
| 2032484 | 1500L | 450L – 1200L | 22” Stainless Steel Lid | 12” Tri-Clamp |
| 2032561 | 2000L | 600L – 1600L | 22” Stainless Steel Lid | 12” Tri-Clamp |



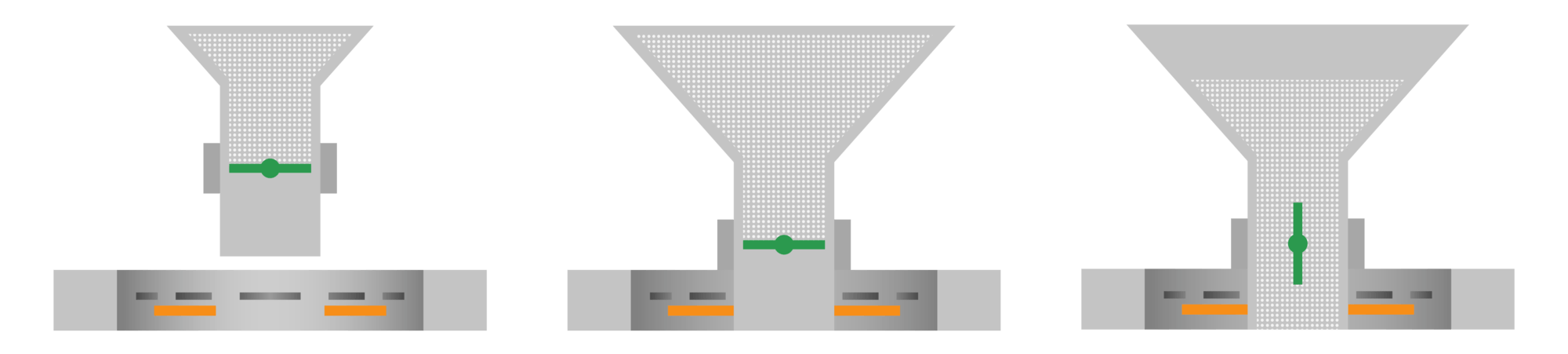
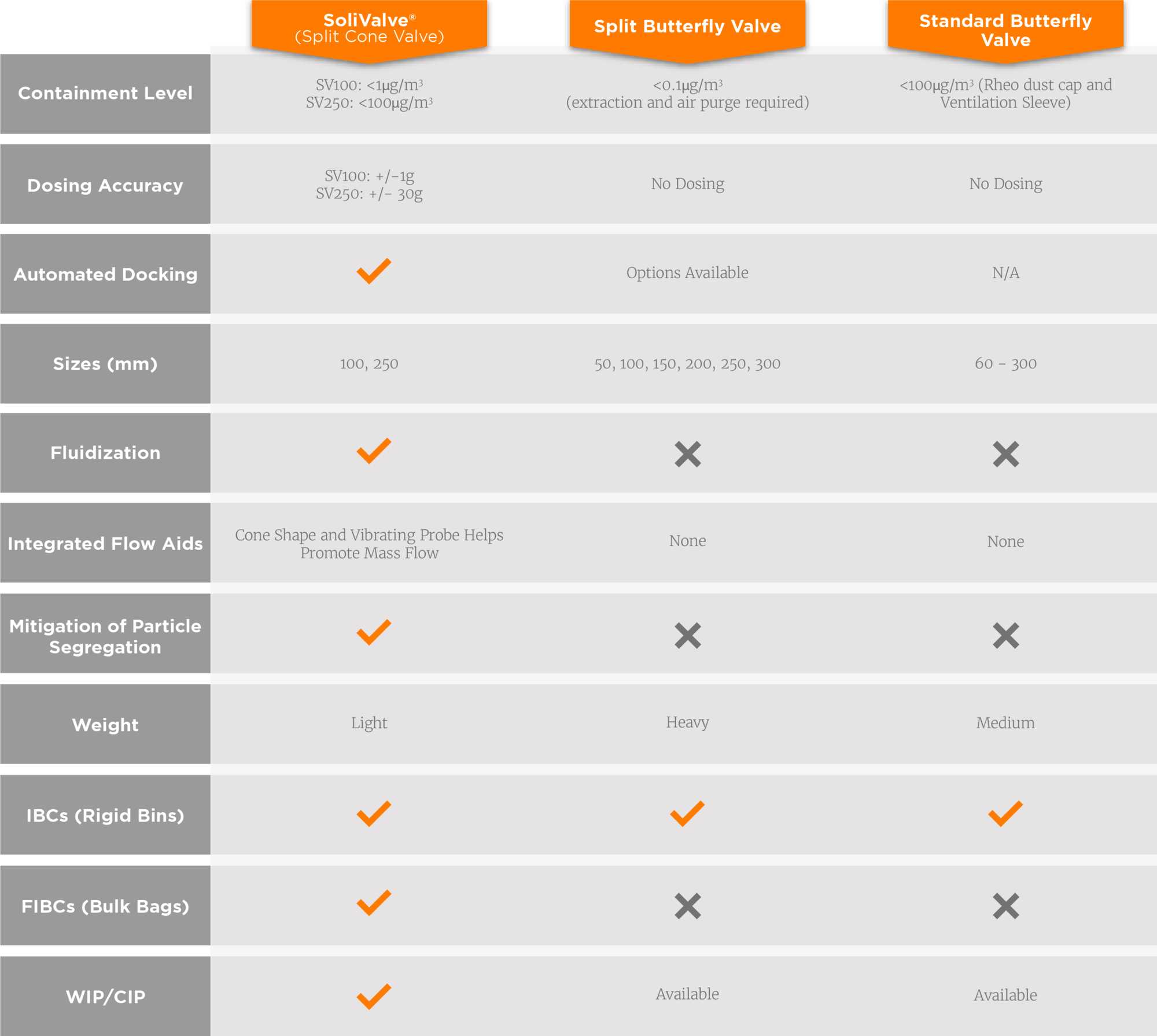
The SoliValve® 250 overcomes the traditional issues encountered with the 30 years old traditional cone valve. It allows fully automatic and contained handling of Bins (IBCs). The SoliValve® 250 doses the material vertically from the storage container, allowing re-closing of partially empty vessels and changing to another ingredient without residual material in the dosing hopper. The SoliValve® 250 can achieve containment levels of less than 30µg/m³ and can reach a dosing accuracy of +/- 20g.
The Rheo Ventilation Sleeve provides full perimeter dust extraction for capturing fugitive dust during disconnection. When coupled with a silicon dust-cap this setup acts as a semi-closed transfer that is practical for simple applications.

Split Butterfly Valve configurations offer a high containment transfer method that has been widely adopted across the industry. The split valves are most commonly used in applications requiring containment levels below 1µg/m³.
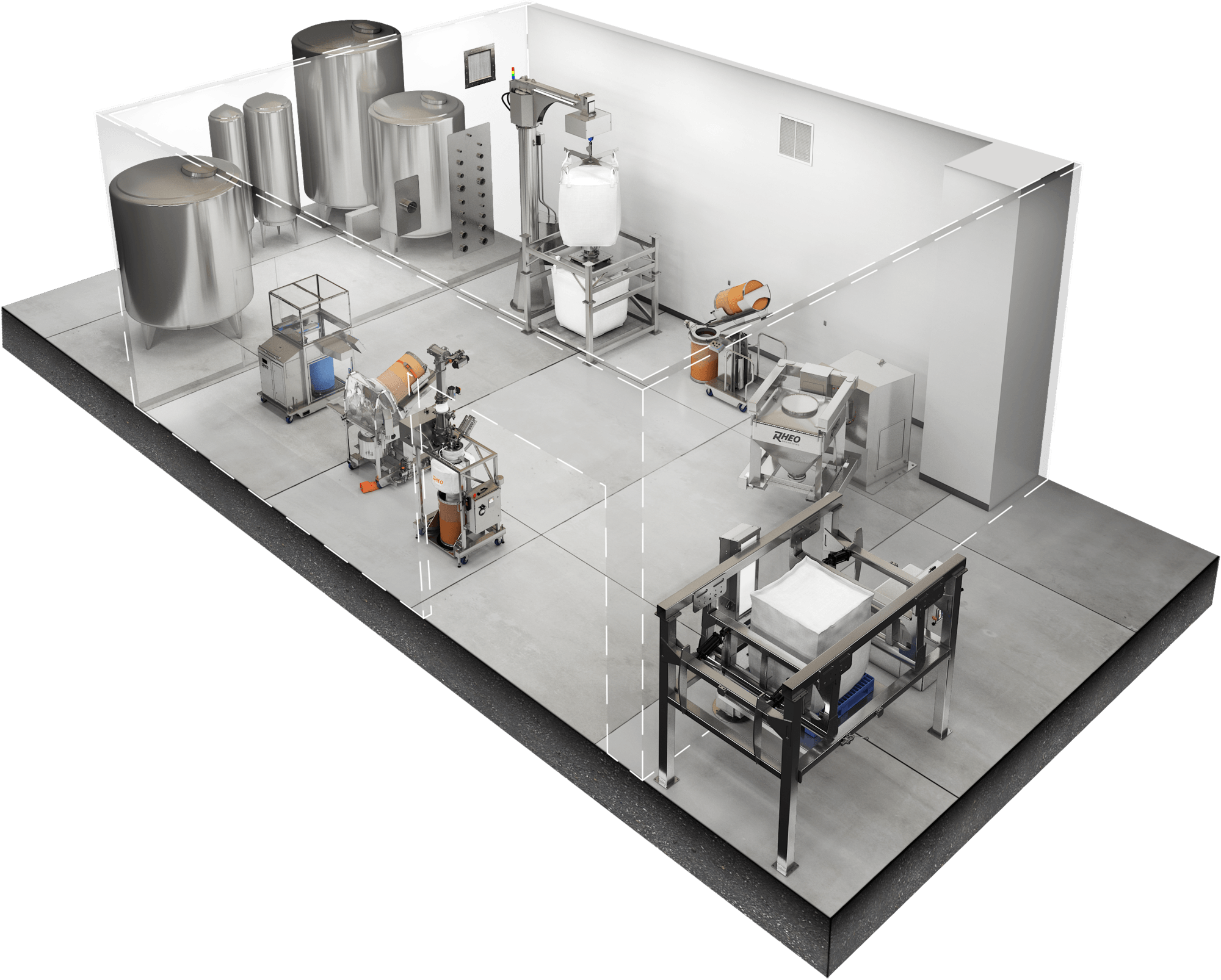
Rheo offers a range of Bin Unloading Station configurations. It is a key component of a comprehensive bin (IBC) handling system which often incorporates dosing, integrated flow aids, and loss in weight load cells. Bin Unloading Stations are most commonly used for gravity feeding materials to process on the level below.

The standard Rheo Bin (IBC) is designed for simple sizing of any volumes ranging from 600L to 2000L.


The following are some of the accessories available for the Rheo Bins (IBCs):
We believe engineering the right material handling system is critical to ensuring process flow. Our expertise in equipment design allows us to offer a unique perspective when developing complex material handling processes. Bin (IBC) handling systems can often improve containment, product purity, and enhance productivity. Our team wants to collaborate with all the key stakeholders on your project to discuss the key design considerations and develop the best material handling system for your process.
Bulk powder handling can be a challenging process and there are many factors that lead to the optimal solution. We can handle the risk for you! Our Testing Center is equipped to test your materials, allowing us to design the best solution for your specific needs. We don’t just sell a product – we sell a solution.
Reach out to your Regional Sales Manager to discuss the testing of your next bulk powder handling project.
Rheo offers several different surface finish options to fit your application needs.
Visit our GMP Compliance page to learn more.