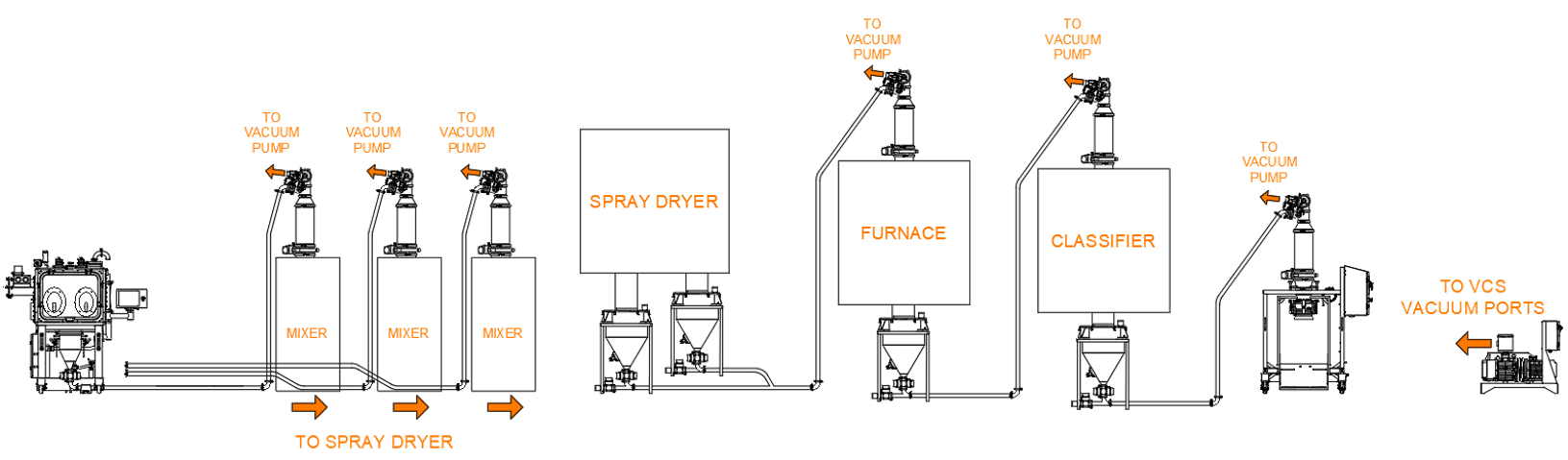
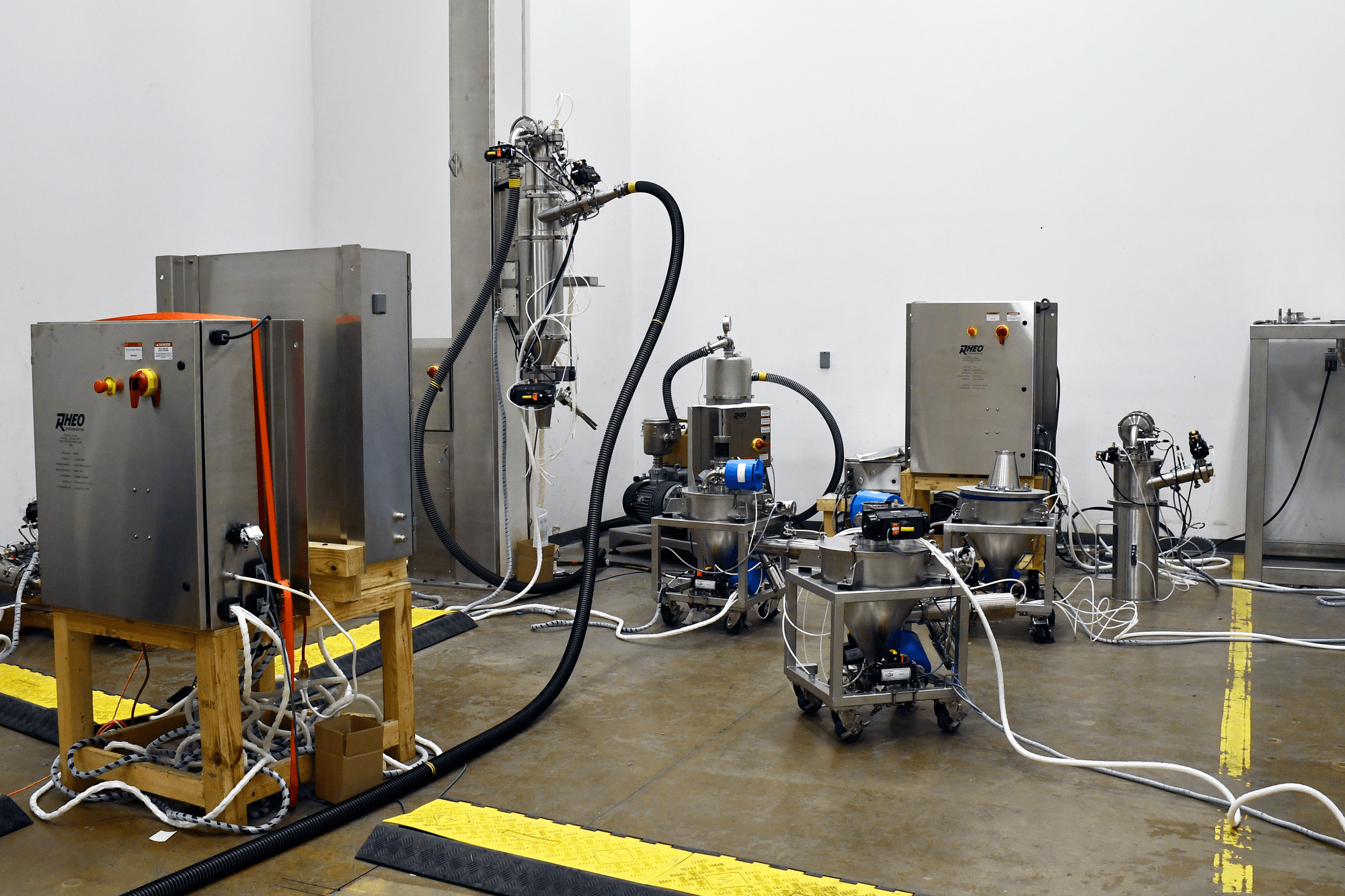
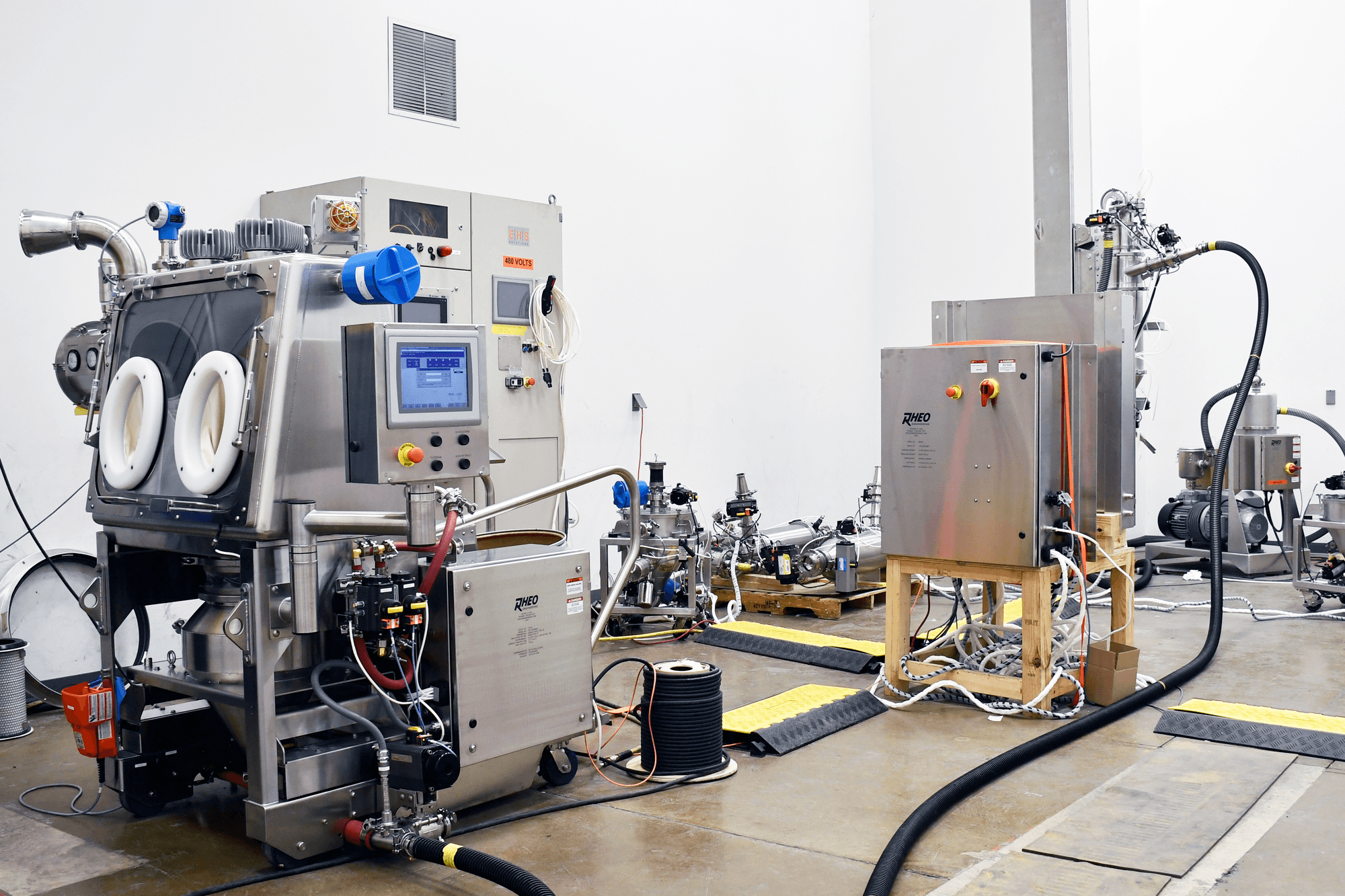
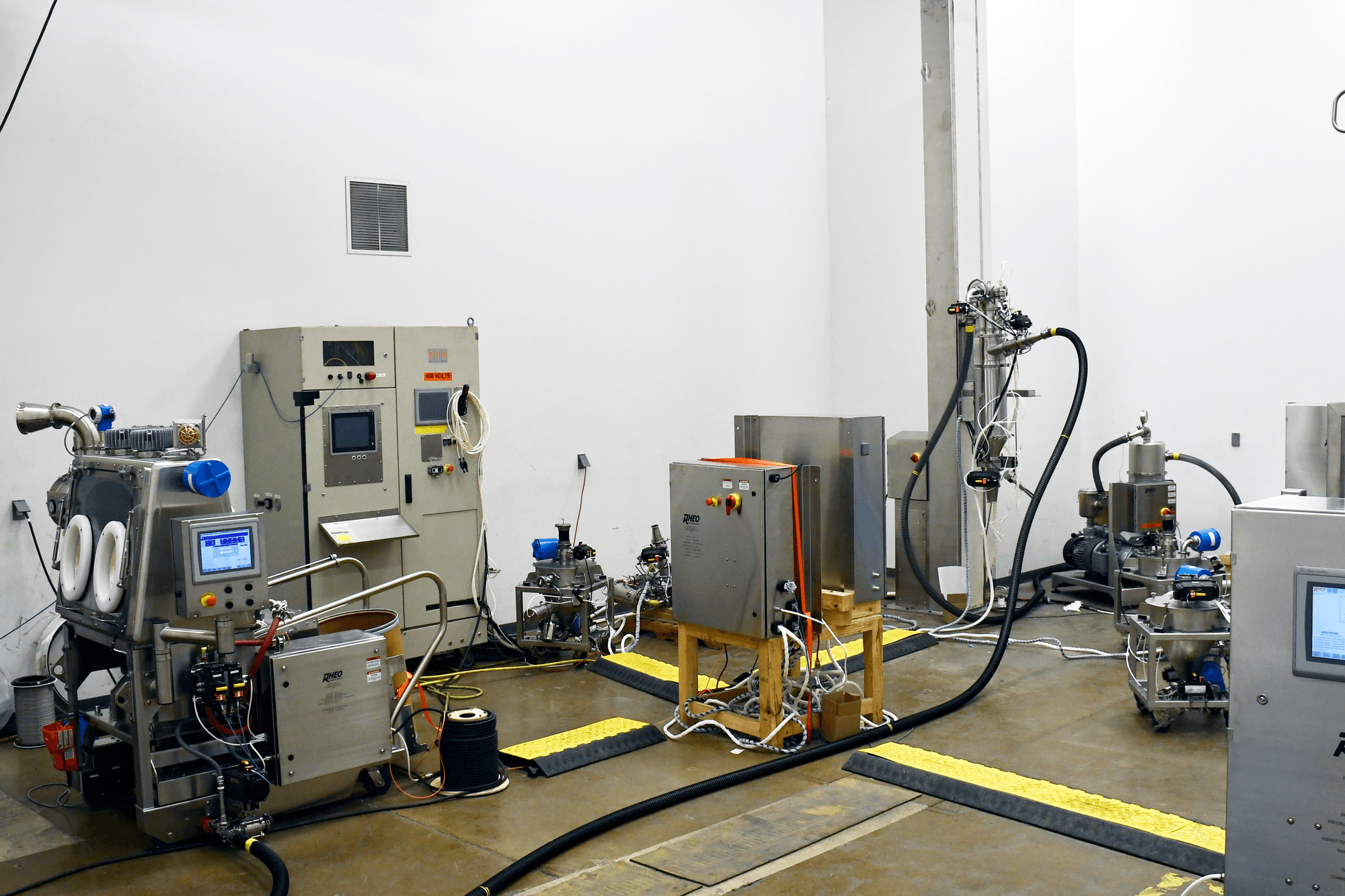
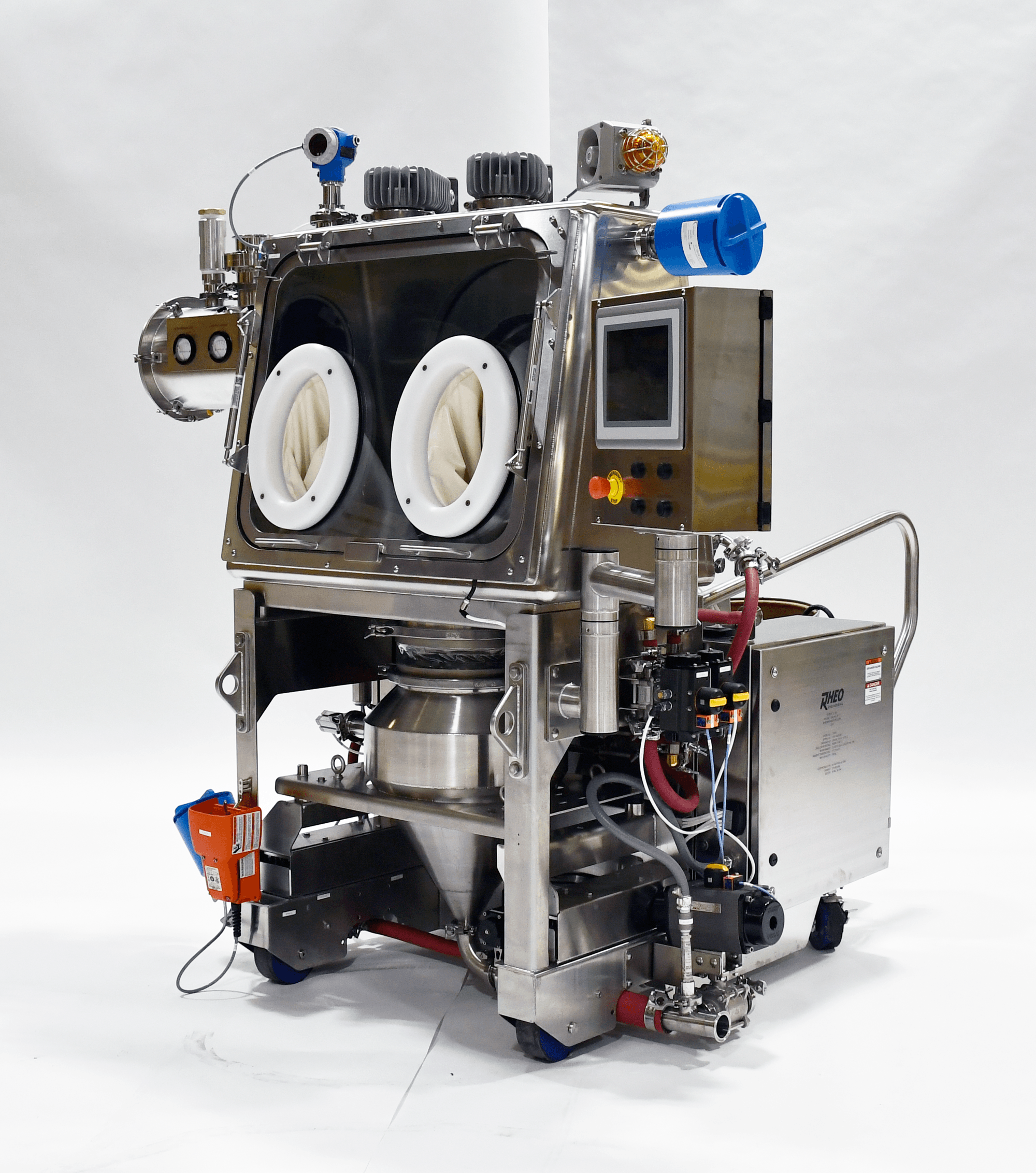
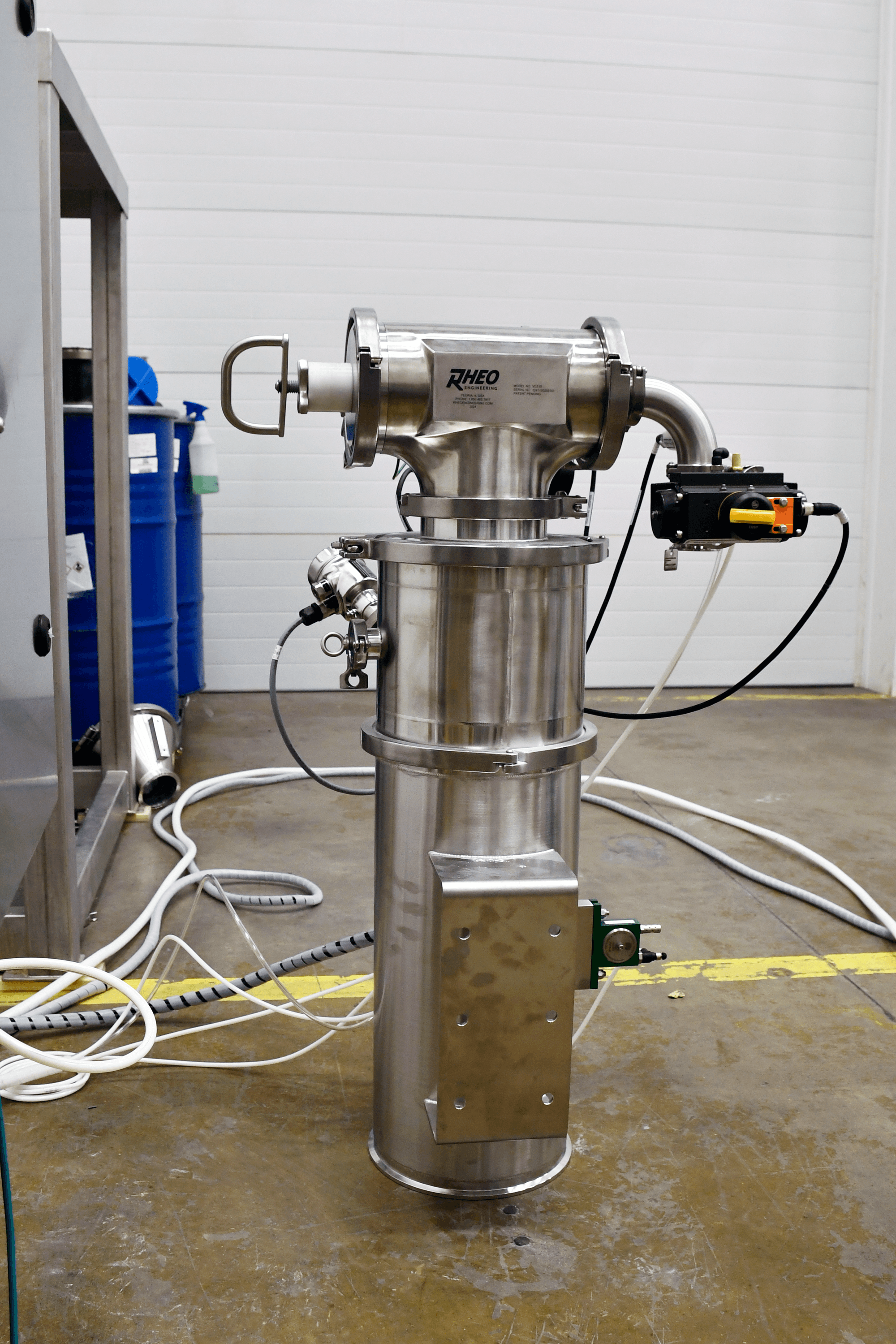
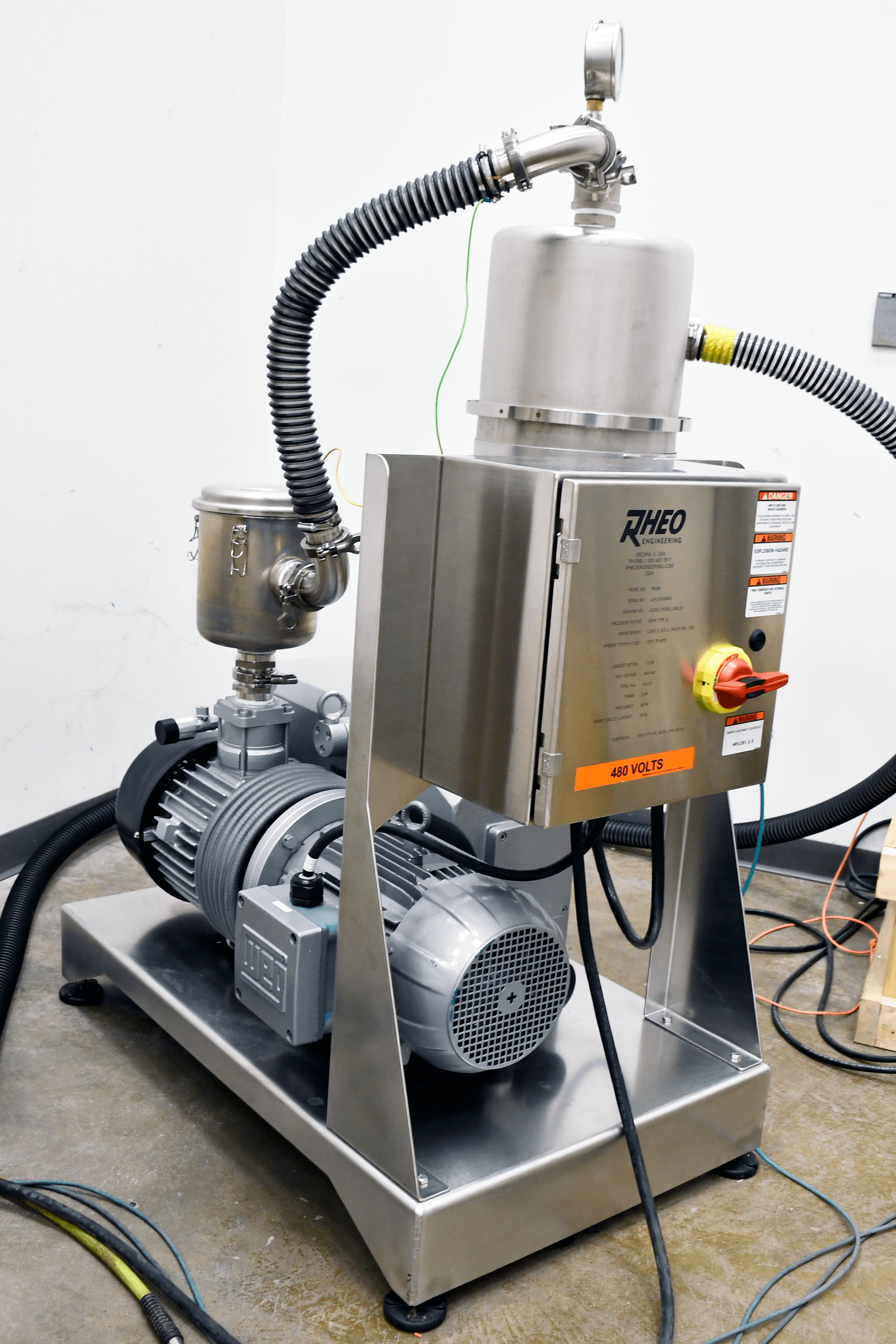
For this project, the client required a system to efficiently transfer material from source drums into three distinct mixers using vacuum conveyance. All drum unloading took place within a Material Transfer Station [MTS], which featured integrated load cells on the vacuum hopper to ensure precise weighing of the material before transfer. The system’s PLC, located on the MTS, controlled all MTS operations as well as the three mixer Vacuum Conveyance Systems [VCS] that received material from the MTS. The entire system was designed to meet the standards of a Class II Division 2 dust hazard environment. Additionally, the MTS was equipped with WIP (wash-in-place) spray devices to facilitate cleaning of the isolator.
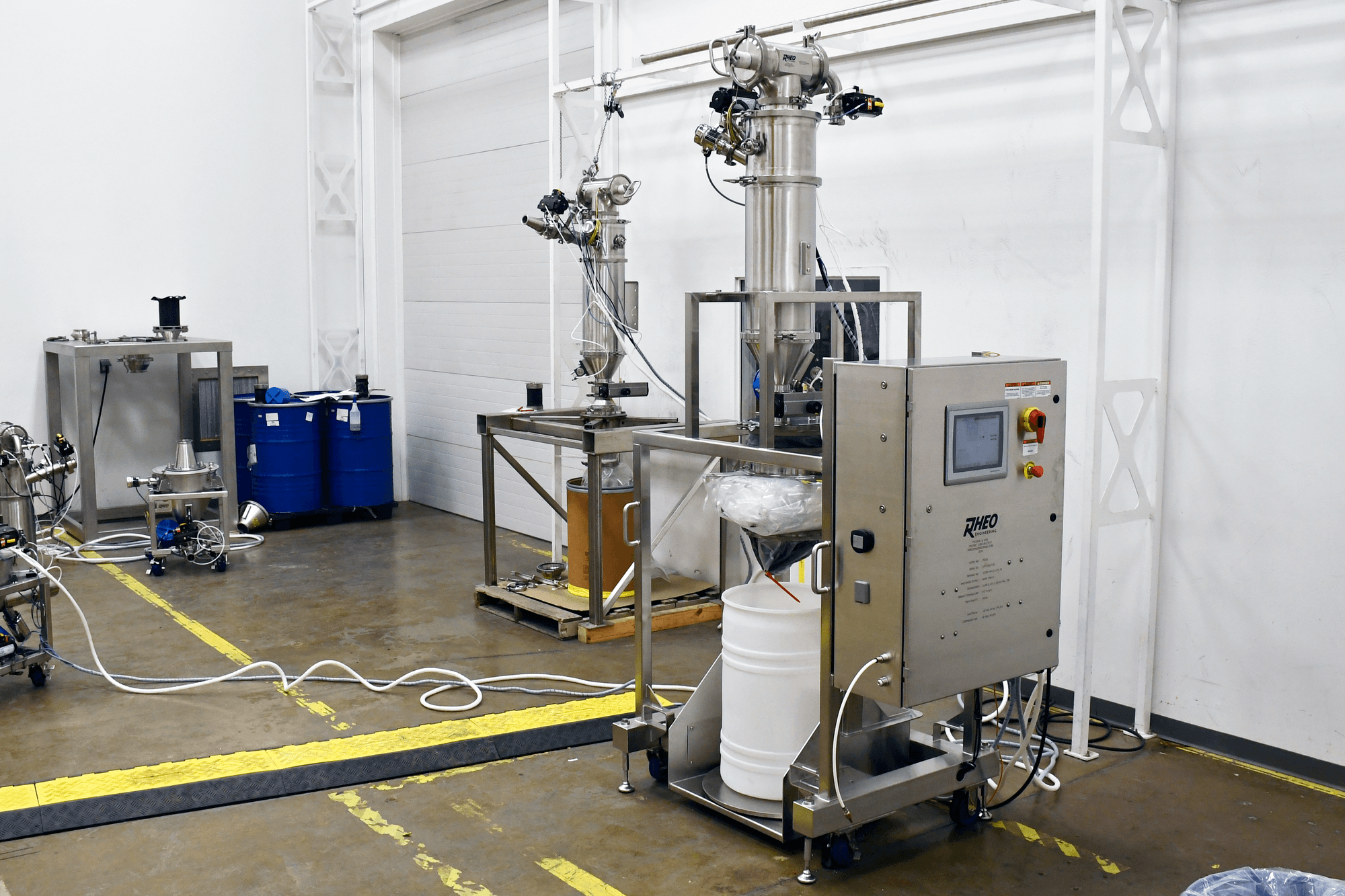
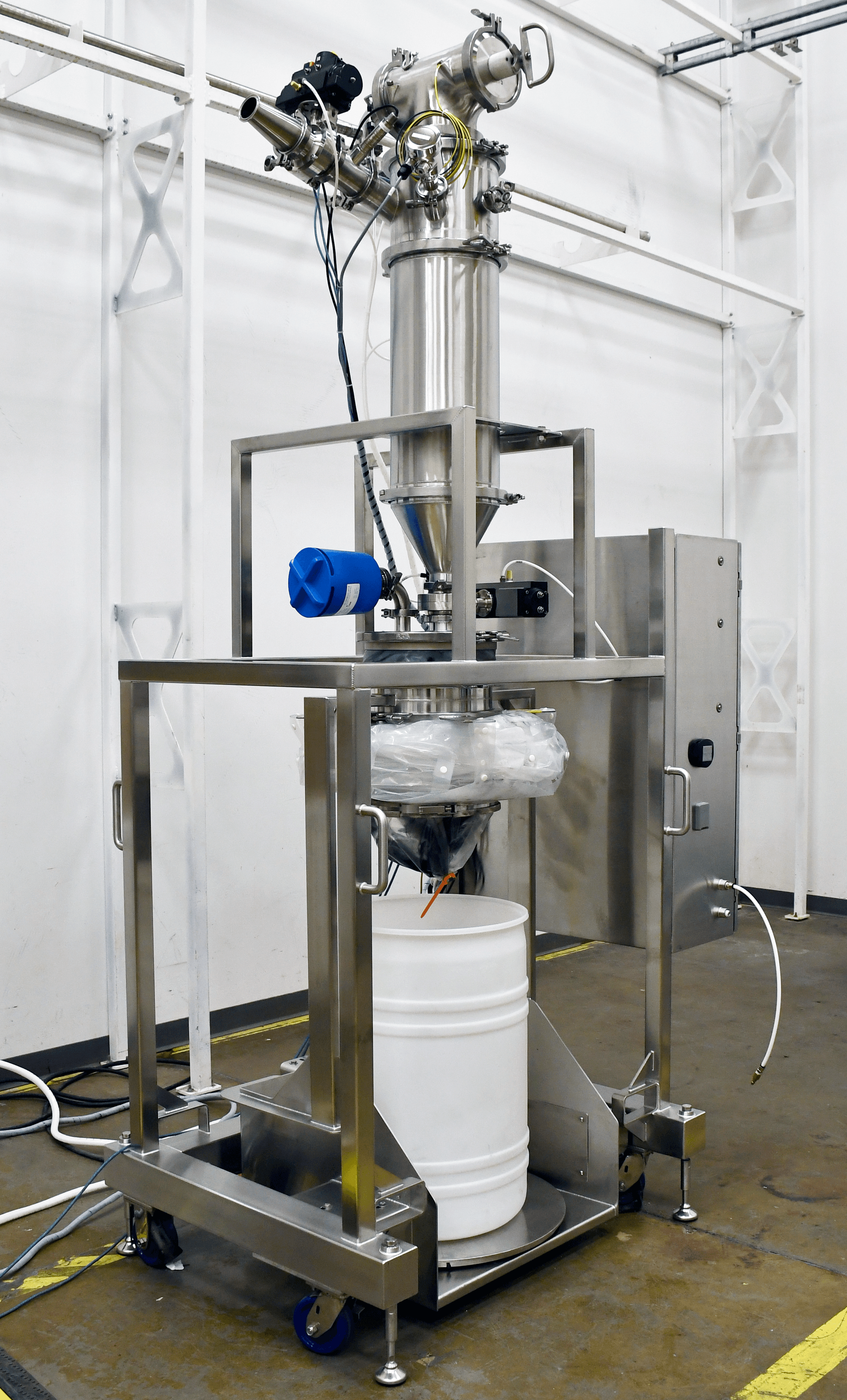
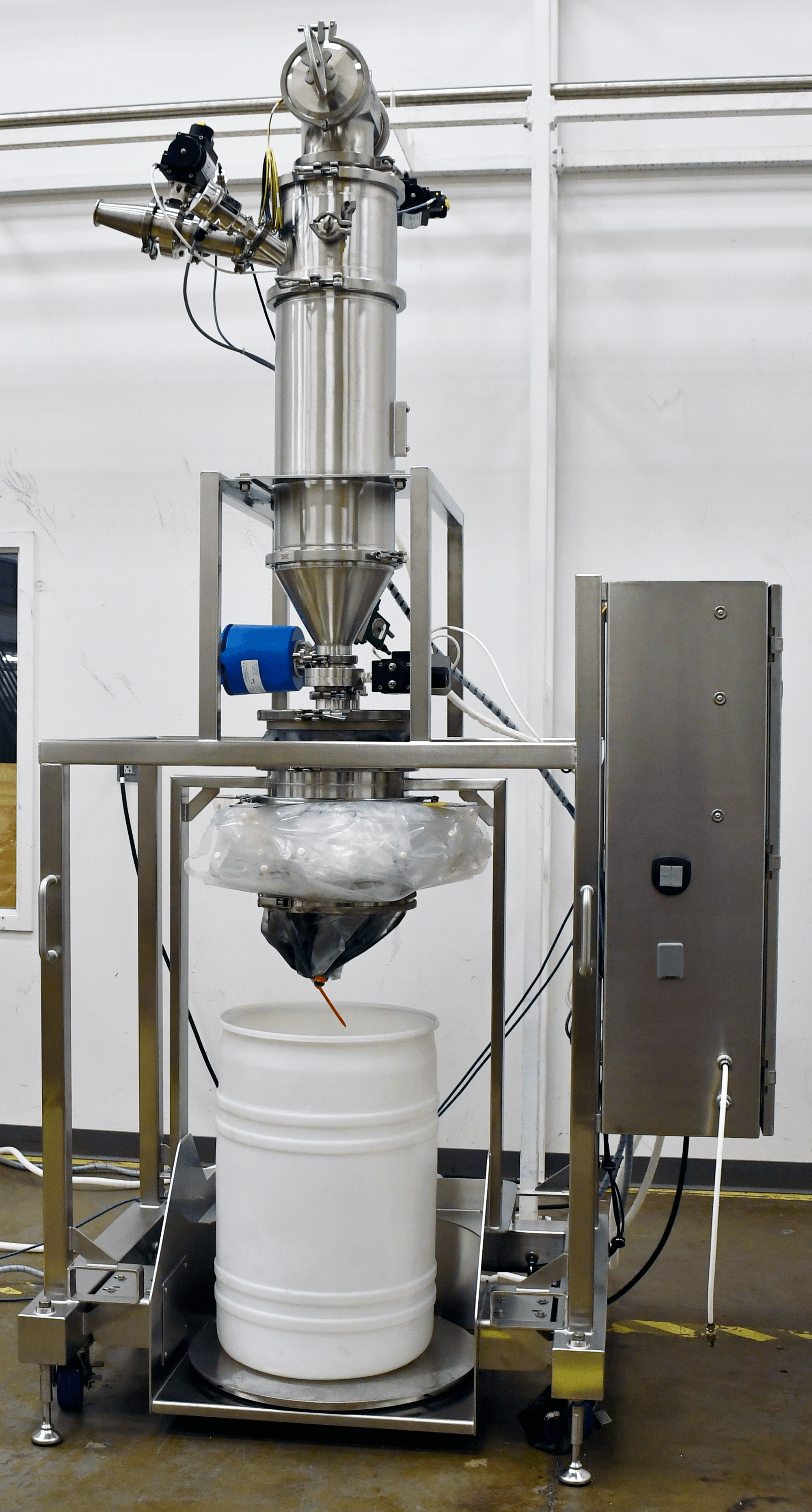
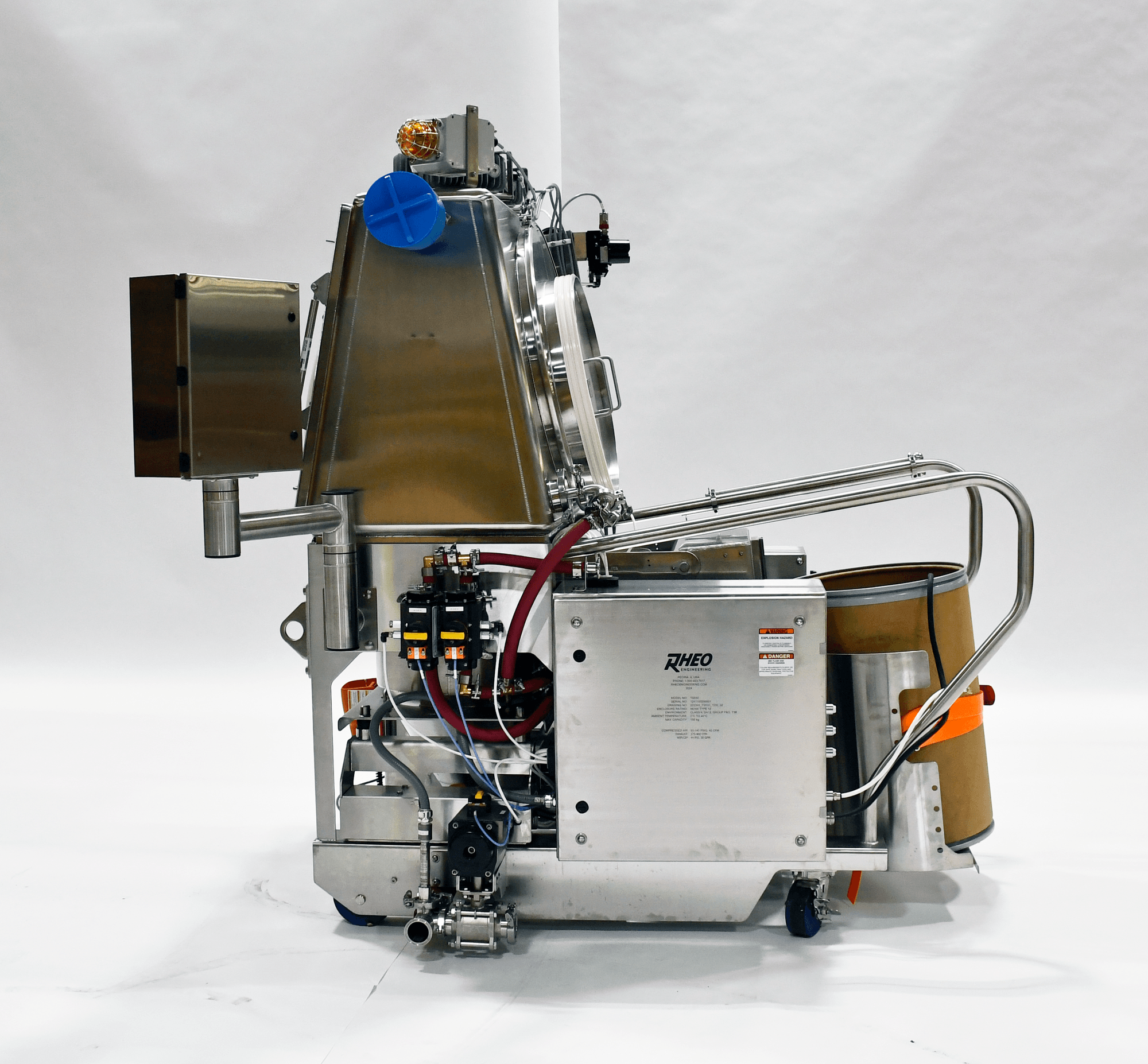
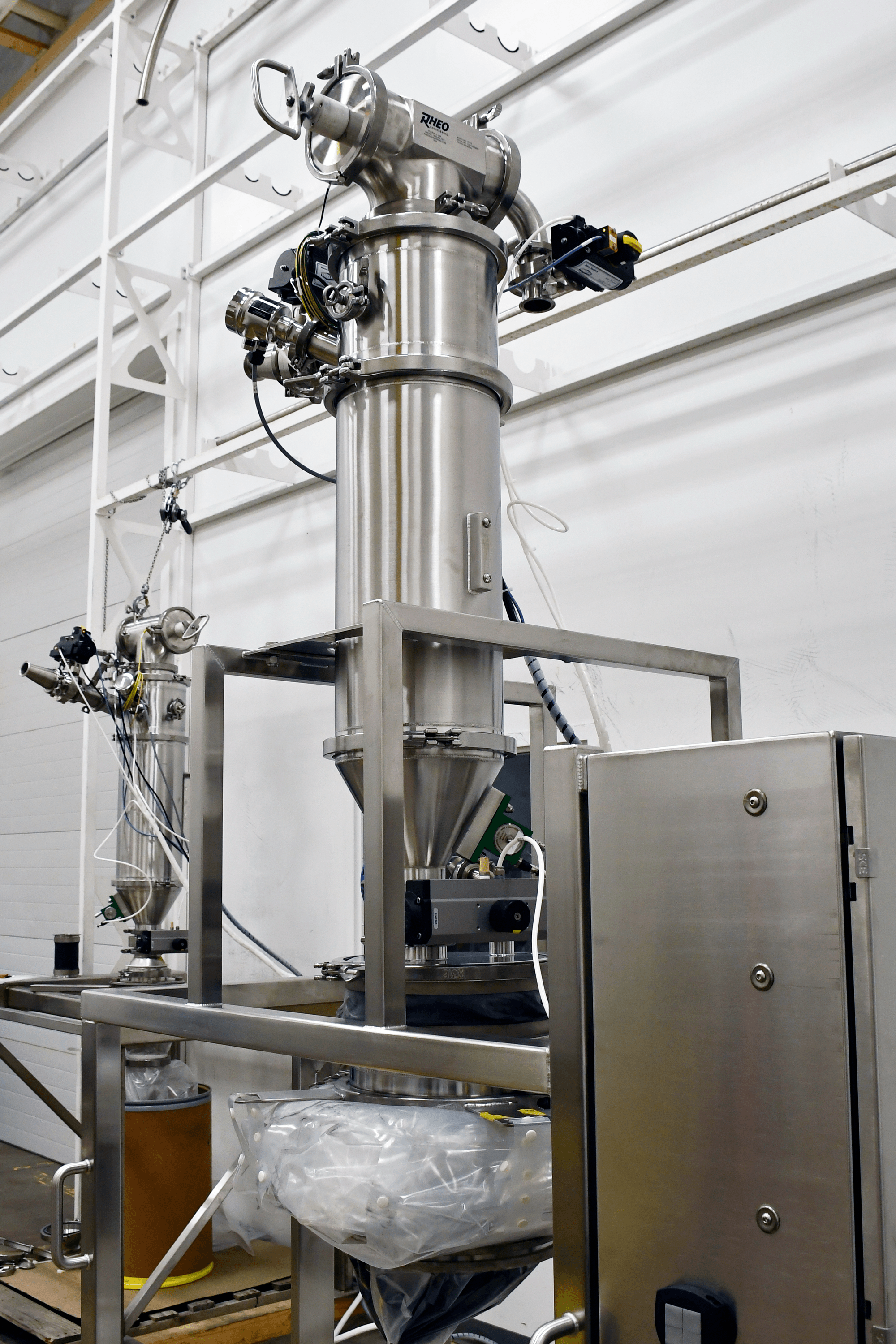
The second phase of the project focused on discharging material from the spray dryer into a vacuum conveyance hopper. From there, a VCS receiver drew in the material and transferred it to a furnace. The material was then discharged into a second hopper, vacuumed to a classifier, and ultimately transferred to a Packout Station. At the Packout Station, the final product was packaged using a Rheo Flexibles Continuous Liner system. The system dosed material with an accuracy of +/- 50 grams into the Continuous Liner via an oscillating rotary valve. This station also housed the system control PLC and HMI, which managed all operations for the second phase of the system (post-spray dryer). Contained product samplers were installed at strategic points in the process to allow the client to retrieve product samples without breaking containment or compromising the quality of the material.