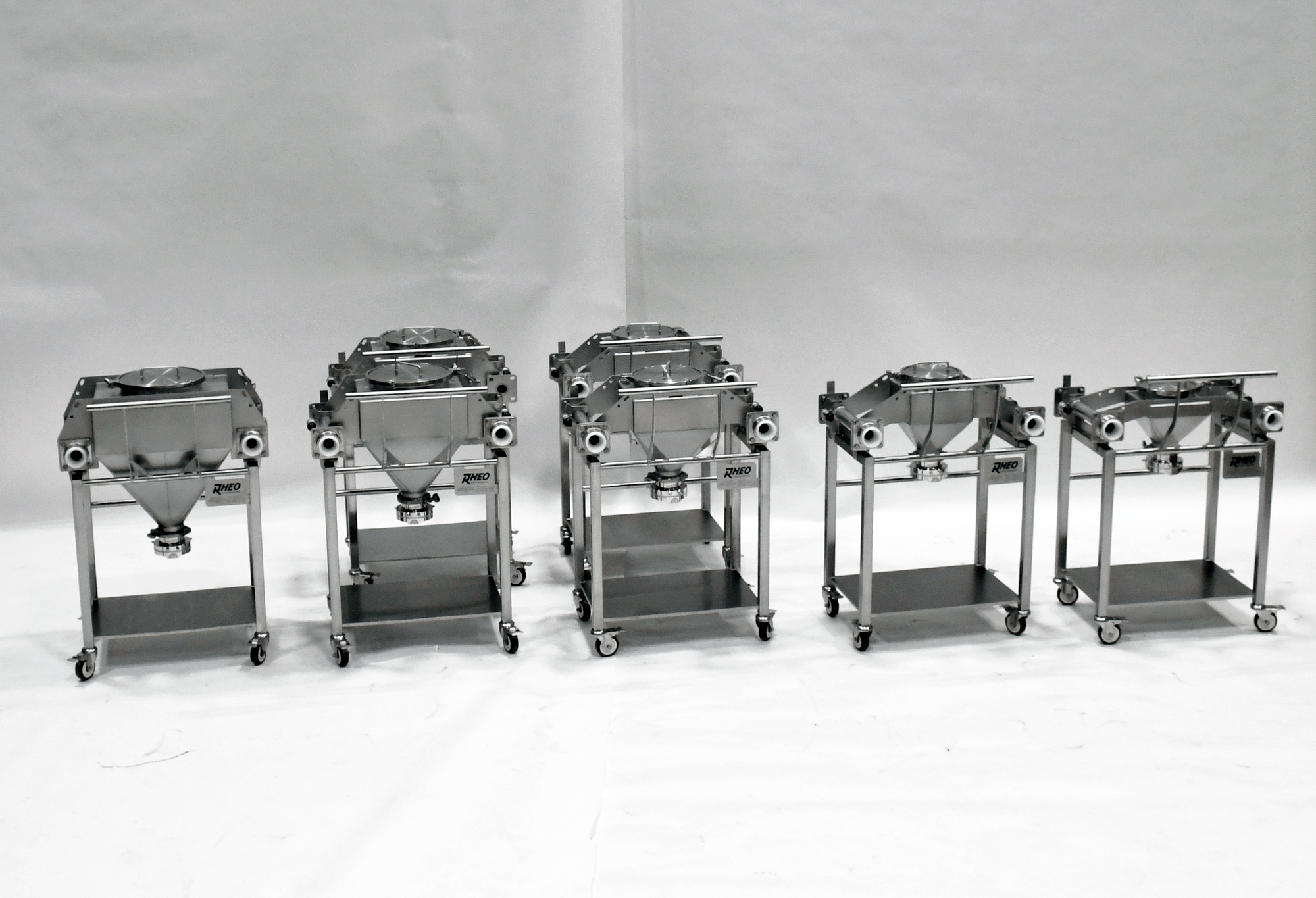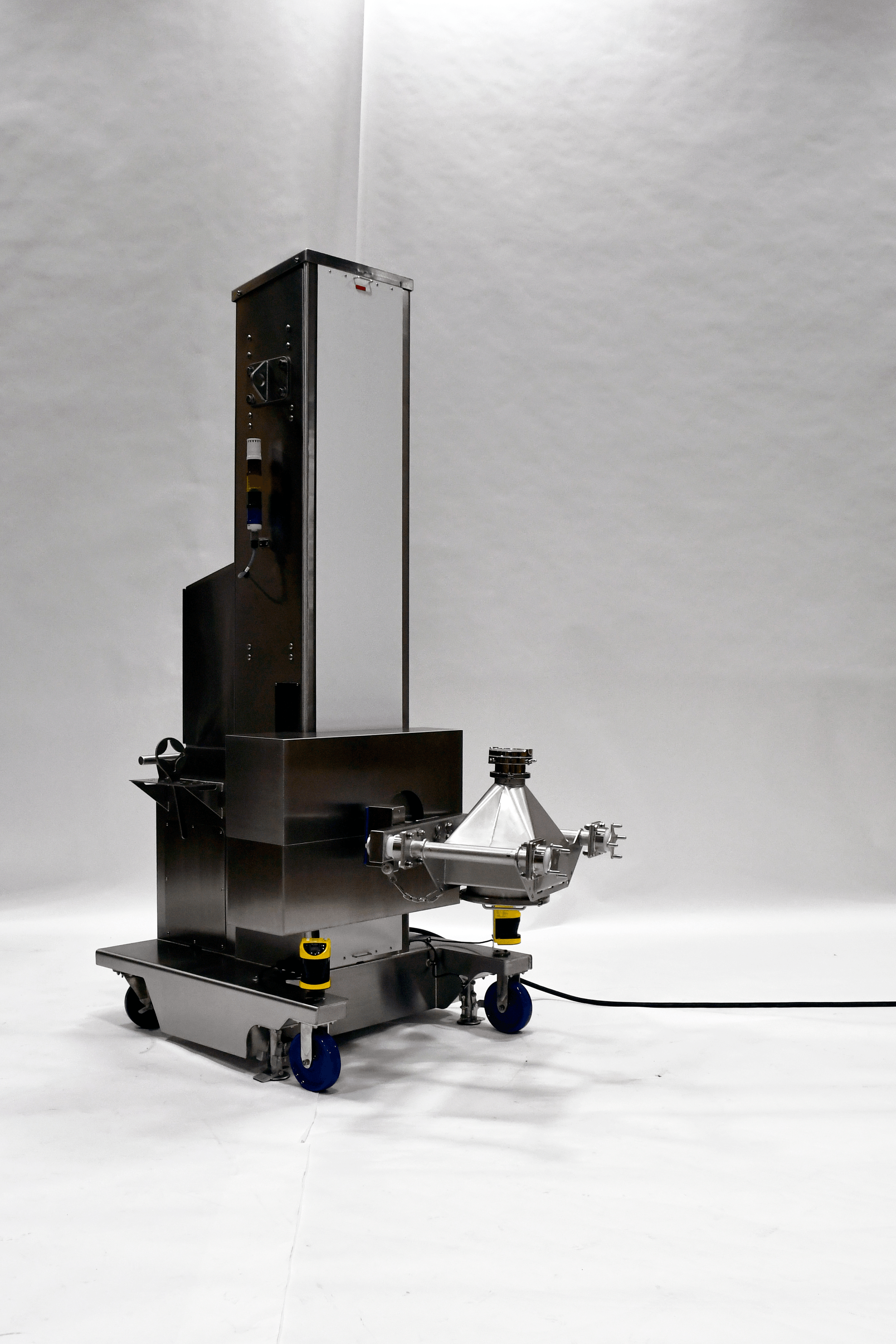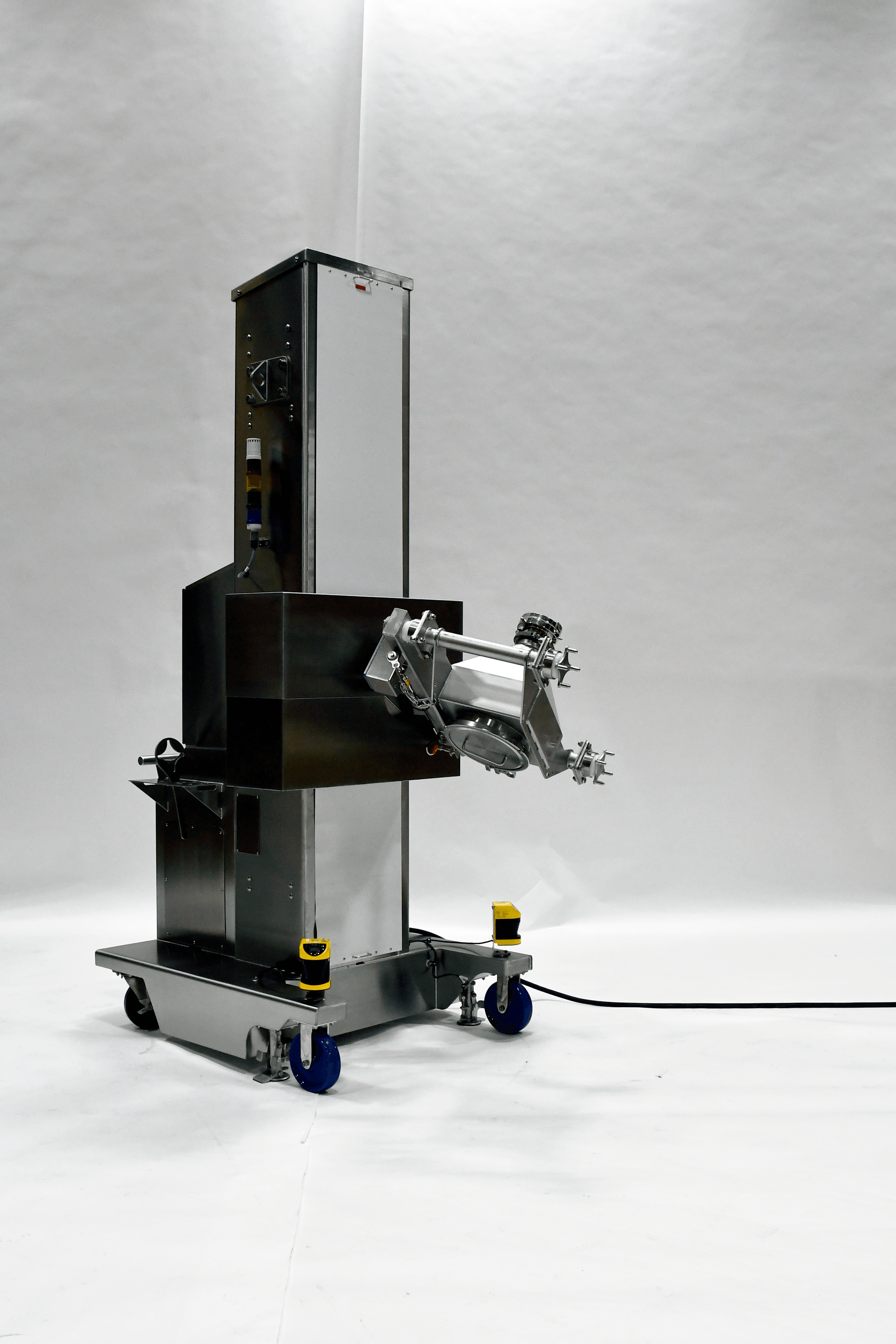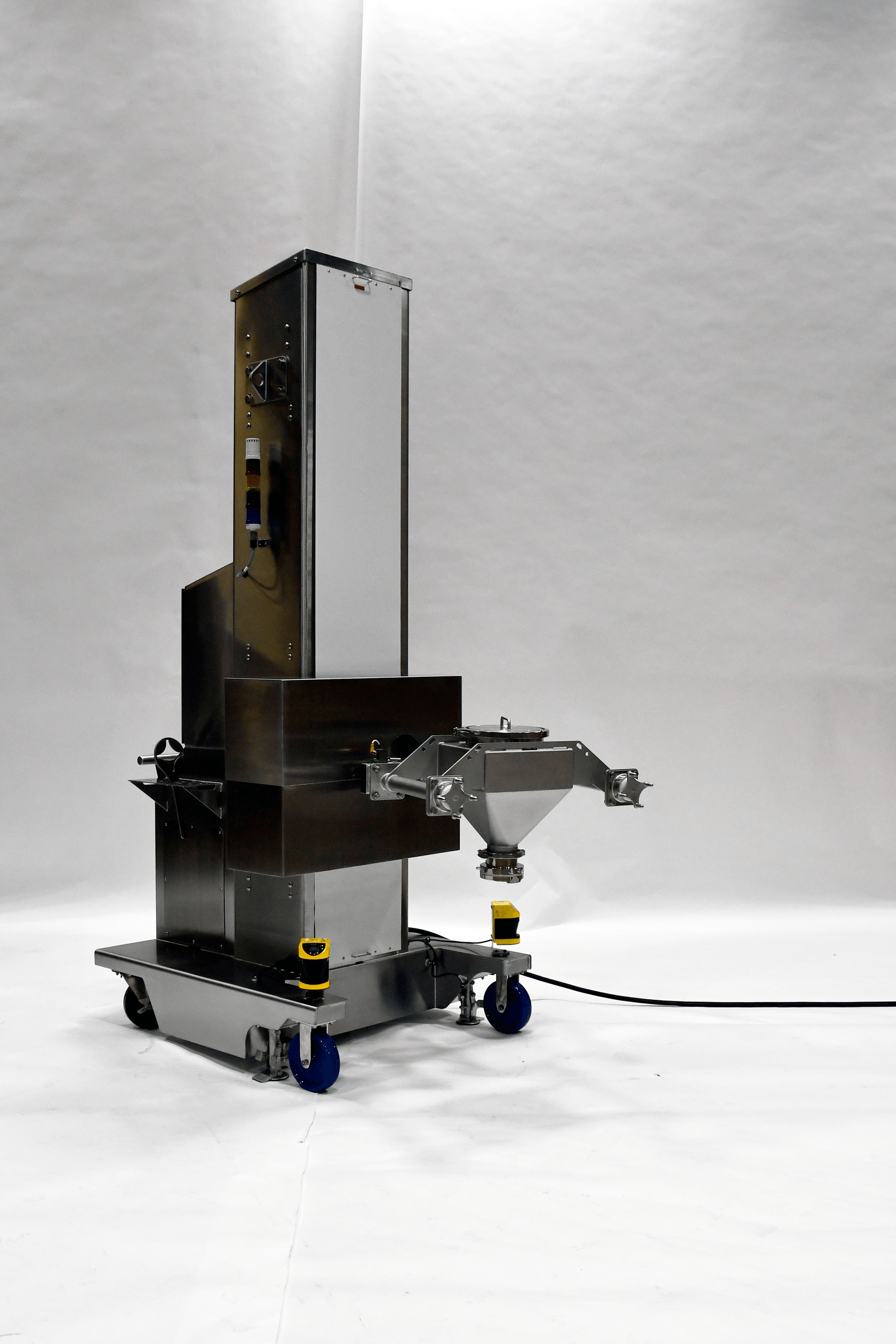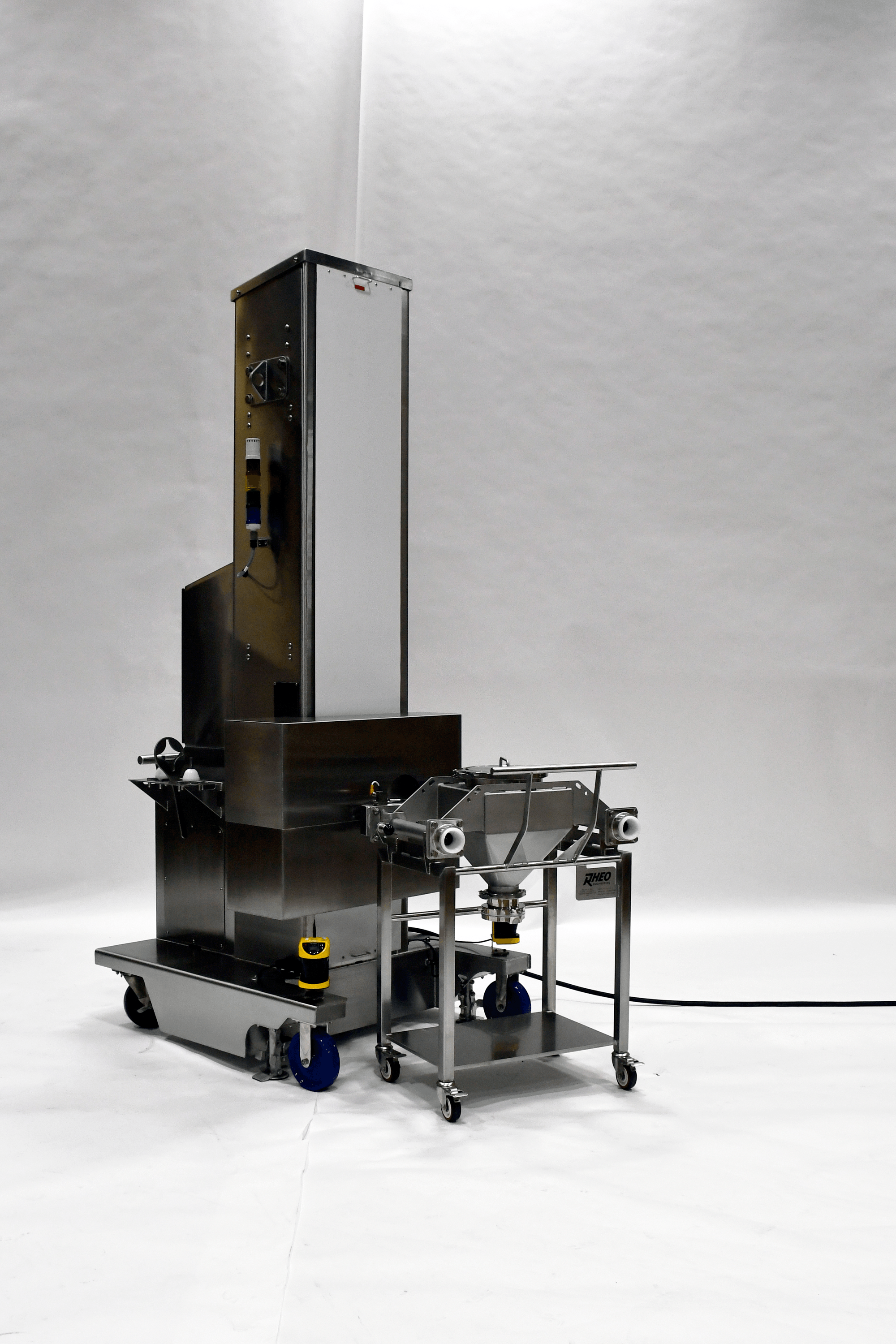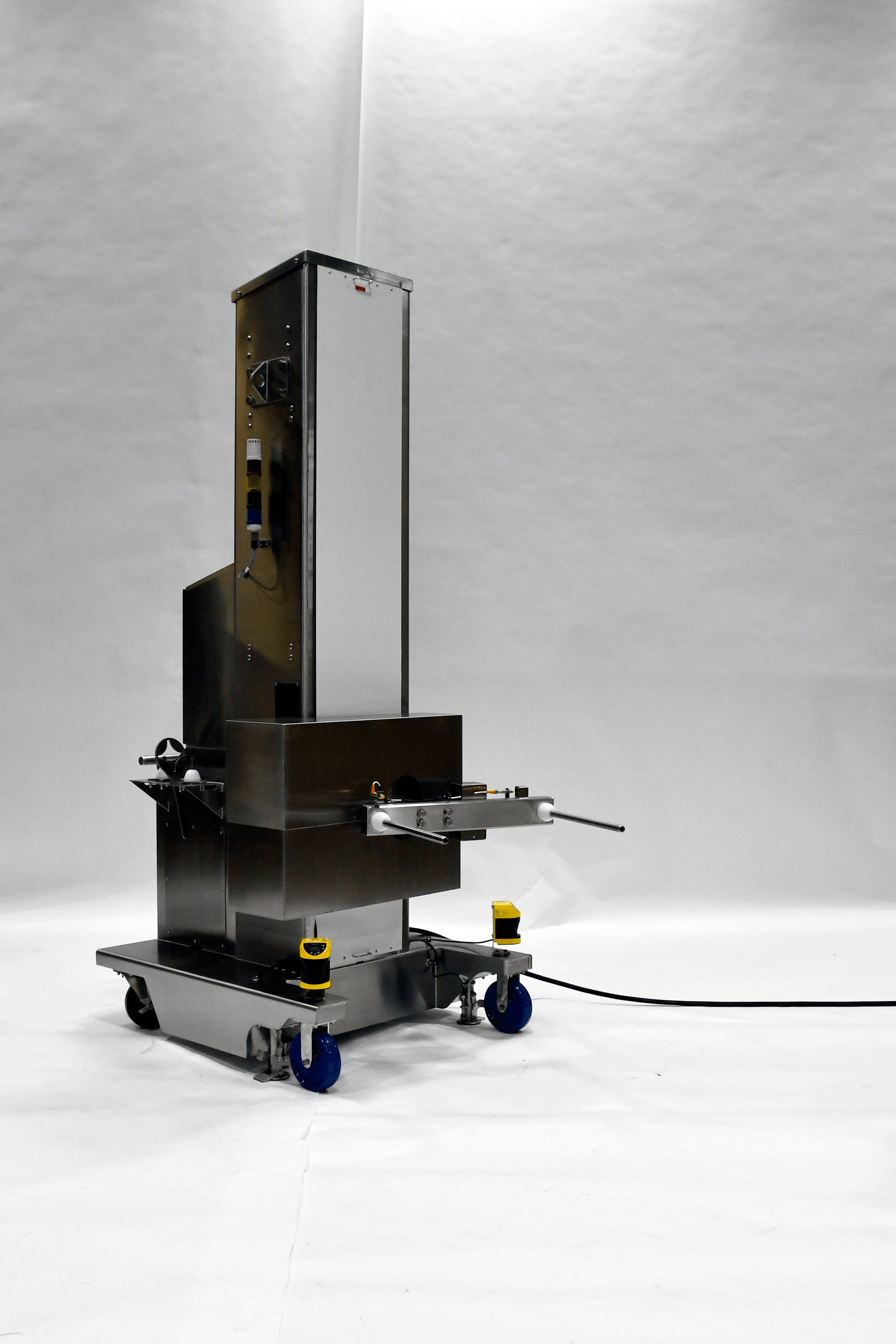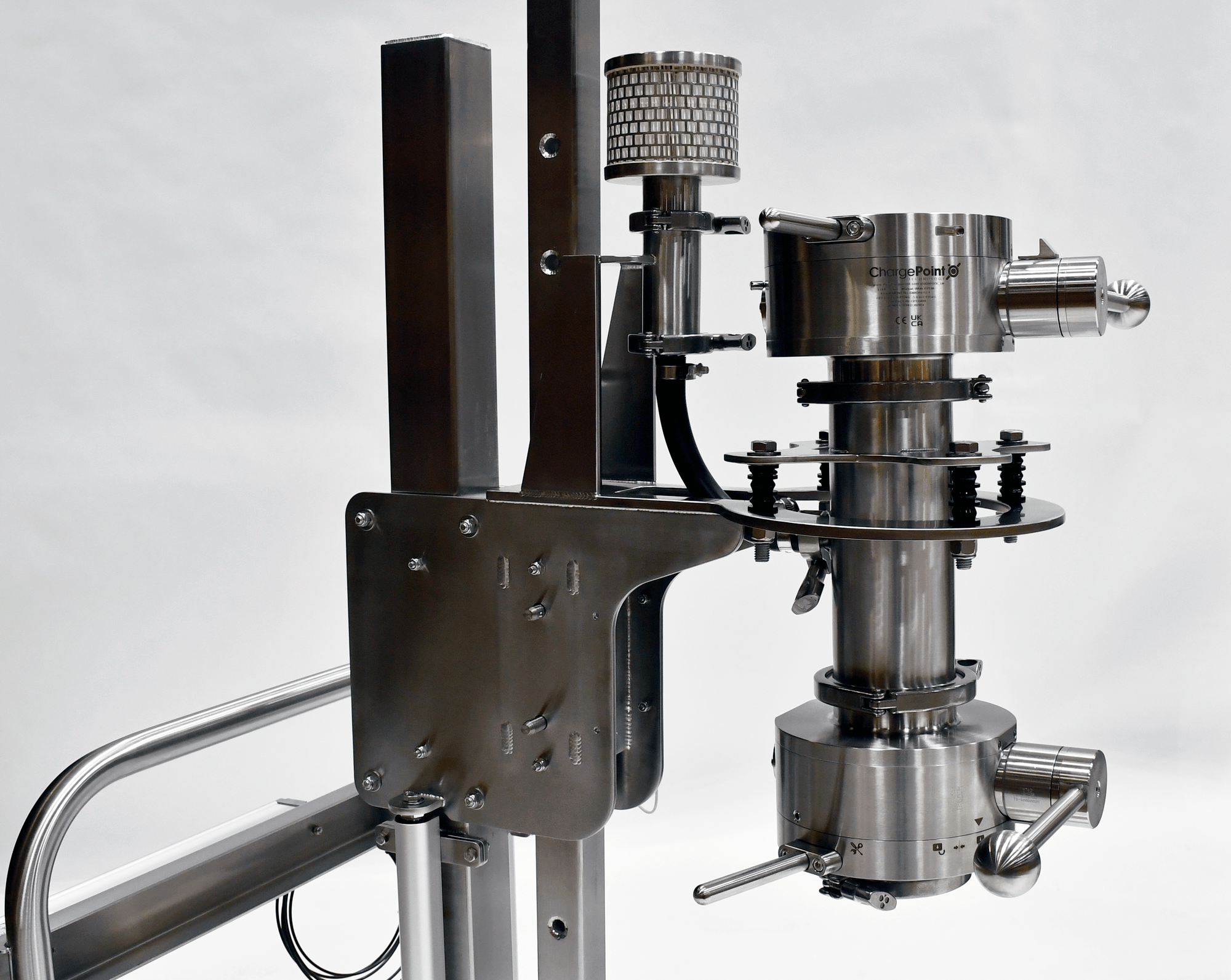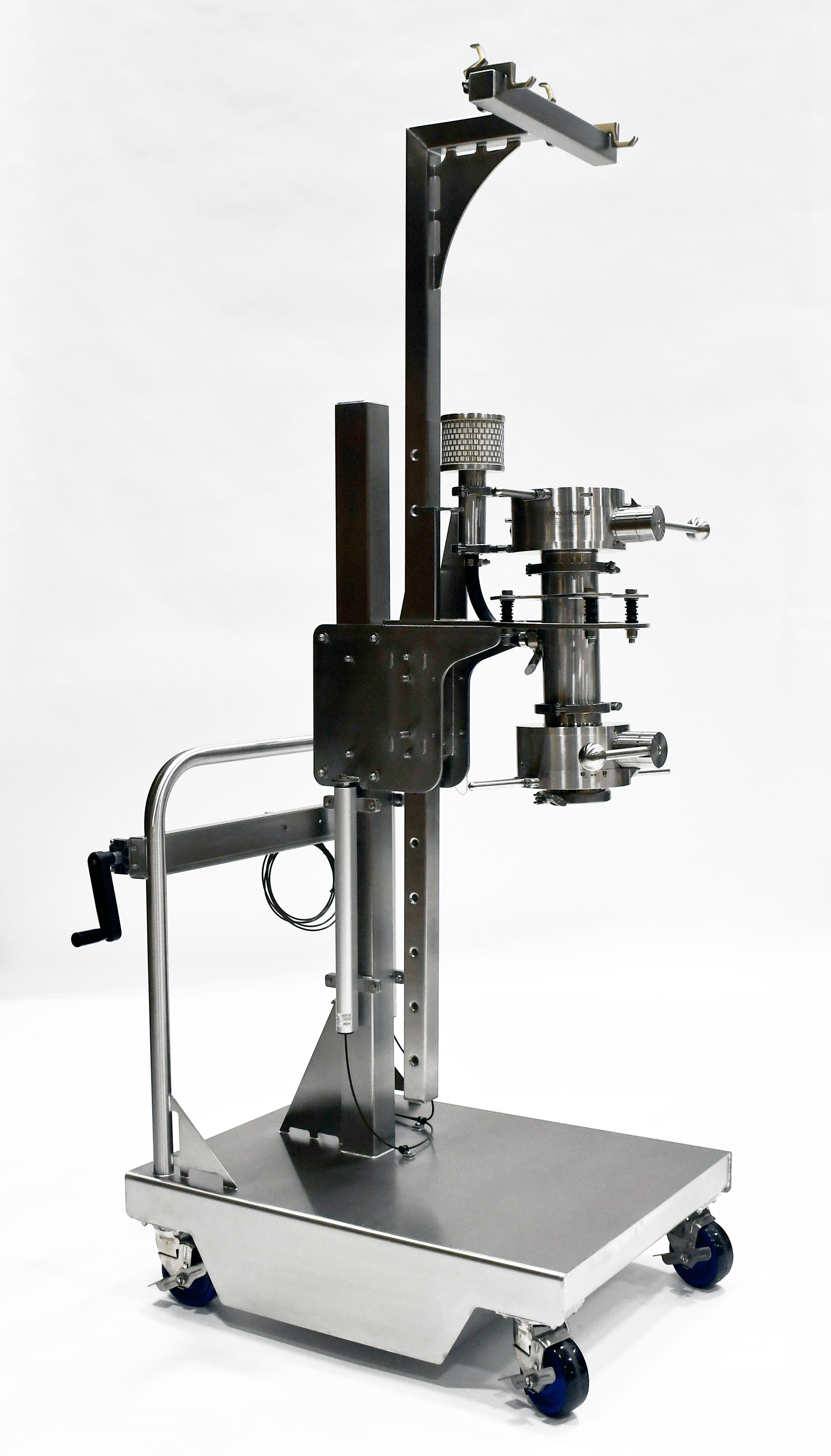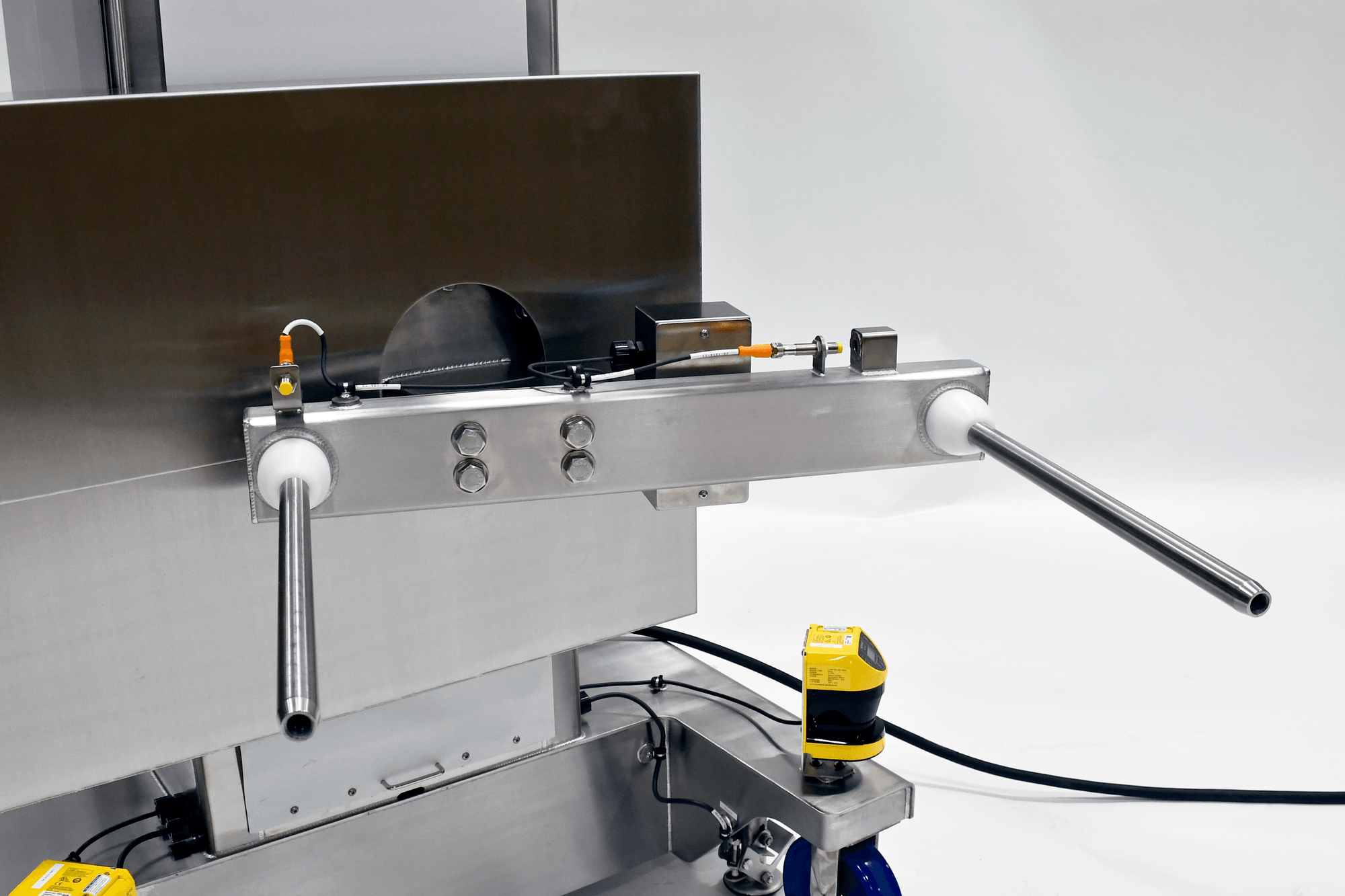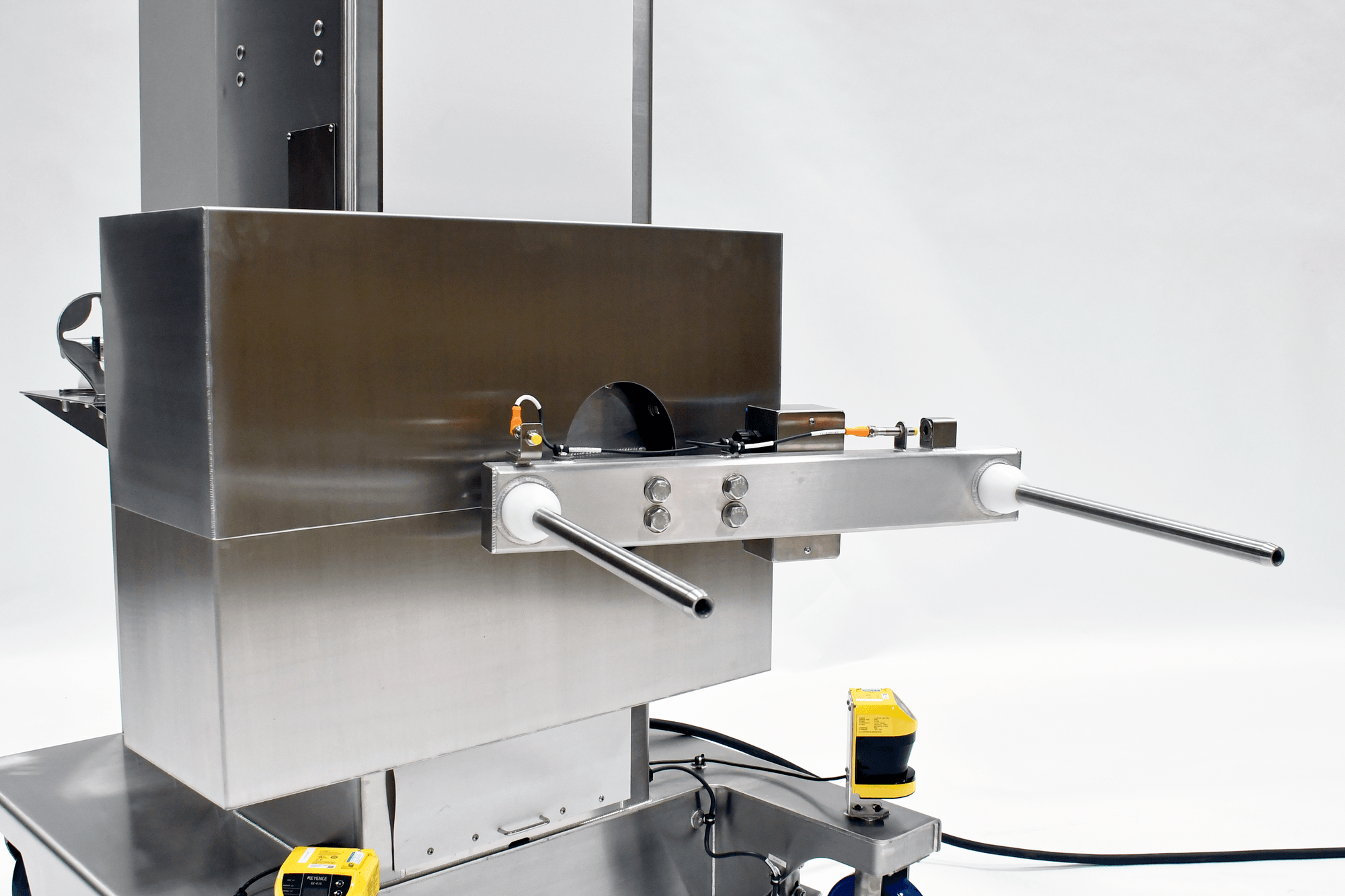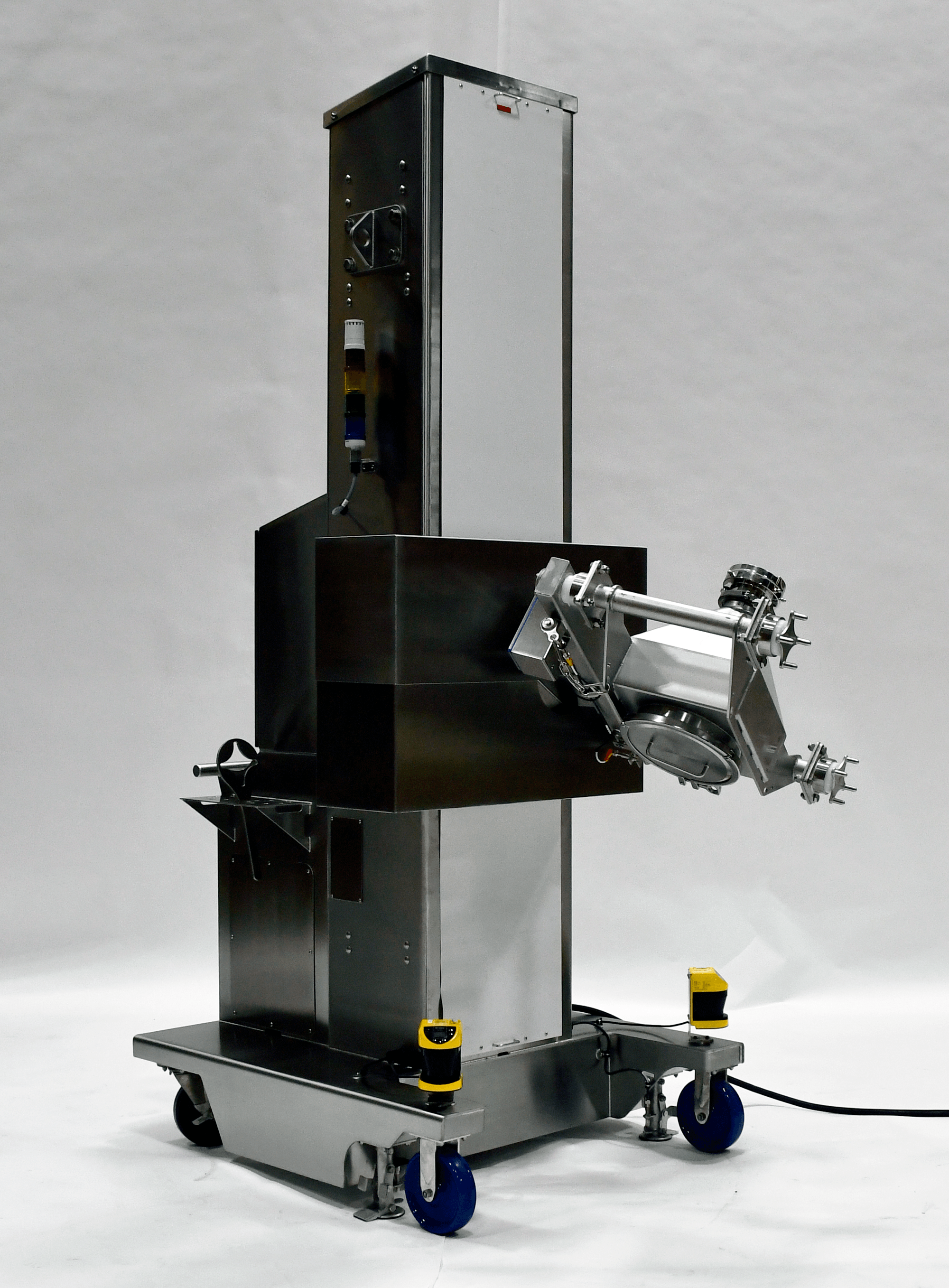
For this project, the client required a high containment blending system for pilot scale production. Rheo provided multiple Bins of various sizes ranging from 5L up to 80L, all equipped with passive split butterfly containment valves. Each Bin was provided with an identical mobile trolley for repeatable placement and transport of the Bins. A transfer cart equipped with two active split butterfly containment valves allowed the Bins to fill or be filled by a RheoPac (Single Use Bag), without breaking containment. Two mobile column Bin Blenders were provided. The Bin Blender used an electric ball screw to raise and lower the Bin, and tumbled the Bins using a quiet, efficient electric motor drive system. All drive components were shrouded in 304 stainless steel for a GMP environment.
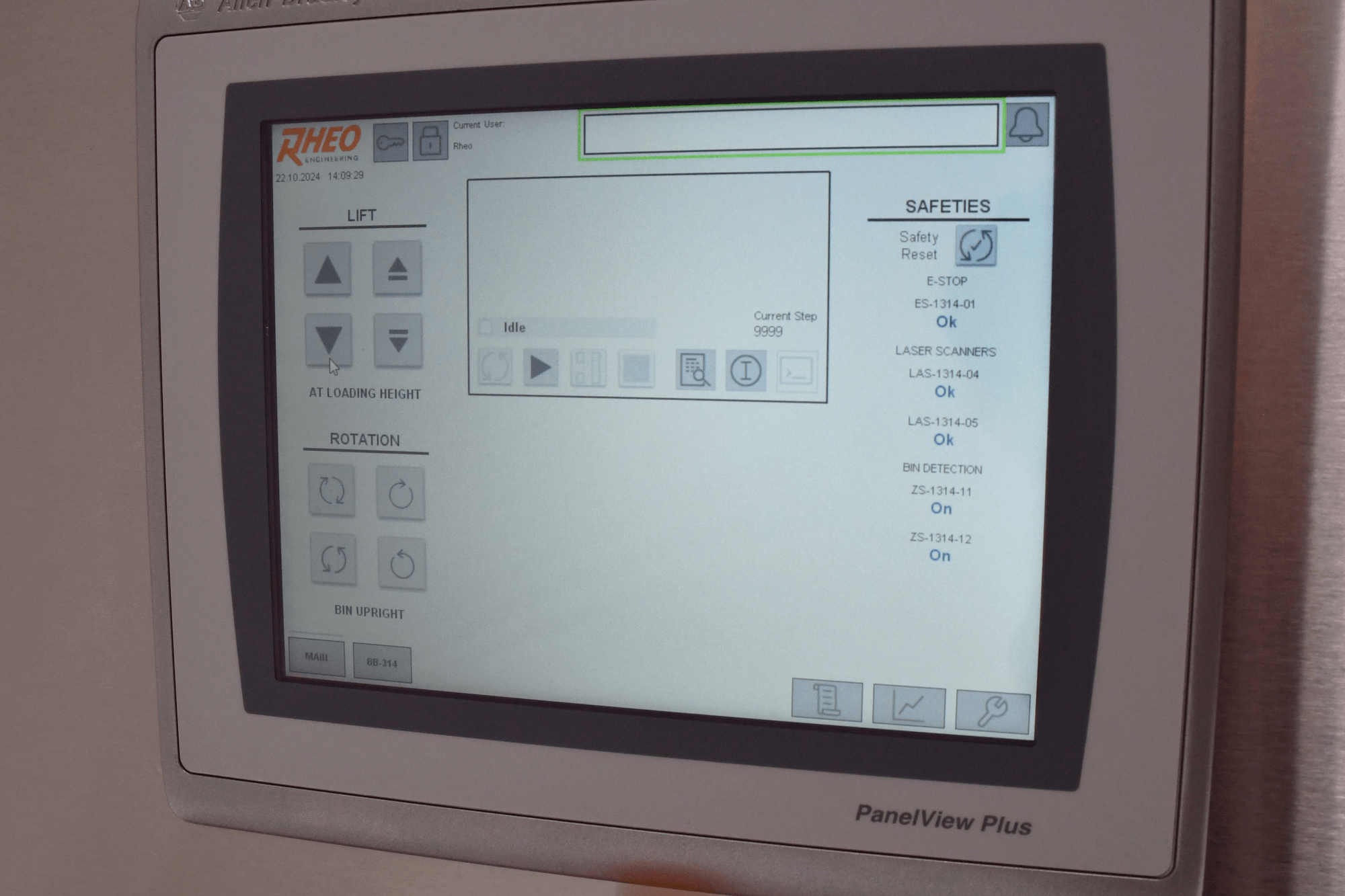
The Bin Blenders were fully automated with configurable blending recipes via an Allen Bradley PLC and HMI system, and were equipped with several safety features. Laser safety scanners halted movement if objects were found inside sensing field. The Bin interlocked with a proximity sensor to confirm that Bins were fully seated, and a second interlock confirmed the placement of the secondary Bin tether. A remote control allowed the Bin Blender to be operated from a distance, and Rheo also integrated batch reports into the system HMI for reporting to the client’s server.